















Senior Editor

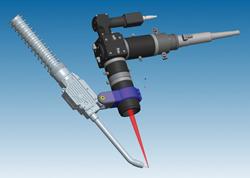
Figure 1 A cladding process Alabama Laser calls Alabama Laser Hot Wire, or ALHW, combines a solid-state laser with a wire heated by a gas metal arc welding power source (the laser head is out of the frame).
For years some cutting-edge fabrication technology has come out of the southern Appalachian foothills. In the 1990s you could travel about 10 miles south of Interstate 20, down a two-lane road through farms and woodland, and pull into the parking lot in front of an unadorned facade just outside Munford, Ala. Walk inside, and you'd see a 6-kW CO2 laser cutting at 197 feet per minute. This was part of a system that laid the groundwork for a major initiative in laser blanking. And this was more than a decade ago.
On the front burner now are hybrid technologies. Several years ago the company started work on a project involving hybrid laser-arc keyhole welding. Most recently it has delved into what it calls Alabama Laser Hot Wire, or ALHW, a cladding process that combines a preheated wire with a solid-state laser, offering minimal dilution with the base metal and high deposition rates (see Figure 1).
The company's business itself is a bit of a hybrid. It's part job shop, part laser equipment supplier, part R&D center. And that's just Alabama Laser, which is a division of Alabama Specialty Products Inc. (ASPI).
ASPI CEO Don Johnson started Metal Samples Co. in 1980, in a small storefront, machining specimens for corrosion and metal testing. Metal Samples Co. is now an ASPI division, along with Alabama Laser; Alabama Research and Development, which produces medical lab equipment, among other things; and Urbanus of Alabama, which manufactures metal furniture. ASPI operates a machining and fabrication job shop with a full range of lasers (obviously), punch presses, waterjet cutting systems, press brakes, and machining centers. Altogether, the divisions employ about 250 and take up 600,000 square feet of production and testing space.
Thanks to its diversity, the organization was spared the worst during the recession. Although its job shop business declined, other areas have sustained, including its specialty laser work. According to sources, Alabama Laser often acts as a last resort, a place where people go when nothing else has worked. Unusual and challenging jobs are its bread and butter, and this includes its work in hybrid laser welding and cladding.
Joint prep kills efficiency when it comes to full-penetration, thick-plate welding. Traditional arc welding in such metal requires beveled V joints, and grinding or flame cutting foot upon foot for weld prep takes serious man-hours. A butt-joint geometry simply isn't an option with such thick material—until you add a laser. Hybrid laser-arc welding can indeed handle butt joints and so doesn't require that arduous joint prep. And then there's the speed benefit. Hybrid laser keyhole welding can achieve full penetration at 100 IPM in 0.375-in. plate.
In such hybrid applications, the laser provides the penetration, while GMAW mitigates the fit-up issues typically associated with the laser beam welding on its own. GMAW's filler metal also adds mass to the weld pool, which allows slow cooling and helps to mitigate solidification cracking.
High speed and resistance to cracking are benefits enough for some to consider the hybrid process, even if joint prep isn't an issue, according to Wayne Penn, Alabama Laser president. In a fillet weld, for instance, a laser alone tends to produce a bead with undercuts, which are crack-susceptible stress concentration points in the bead profile. GMAW and the associated filler metal help produce a smooth radius corner, wetting the sides and reducing stress that could lead to cracking.
In hybrid keyhole welding, the keyhole acts as a venturi during the weld and swirls the molten and filler metal into a fine grain structure—desirable attributes for welding. Unfortunately, this is exactly what you don't want in a cladding application. So when Alabama Laser engineers ramped up efforts in cladding process development, they had to take a fundamentally different approach, and much of it hinged on some inherent limitations in existing cladding technologies.
Thermal spray cladding lacks strength because it produces a mechanical bond, not a metallurgical bond. Cladding with GMAW does produce that metallurgical bond, but there are drawbacks. To attain the required corrosion resistance, clad layers need to be chemically pure, and to get that a GMAW process must deposit many layers of clad metal, because the dilution zone between the base and clad metal is relatively large.

Figure 2 This powder laser cladding process delivers powder via a coaxial nozzle that surrounds the laser beam.
Hot-wire gas tungsten arc welding (GTAW with wire feed) also can clad a metallurgical bond by preheating the wire before feeding it under the tungsten torch. This produces a thinner dilution zone, so the clad may not have to be as thick. But the deposition rate is relatively slow, and the dilution zone still is much thicker than the one a laser can create. A conventional weld process clad dilution zone is measured in fractions of a millimeter or even in millimeters; a laser process's dilution zone is measured in microns.
This is exactly what makes powder laser cladding so attractive. A mature though not widely adopted technology, this process uses a laser to melt powder and create a clad with a thin, strong metallurgical bond (or dilution zone) with the base metal on the order of 100 microns (see Figures 2 and 3). This makes for a near chemically pure clad that is ideal for corrosion resistance. Such dilution properties for powder laser cladding "are herculean," Penn said.
Less clad metal not only means less material cost, but also improved material qualities, such as ductility, because the process can be highly controlled. As Penn explained, "What if you had a clad that was a few thousandths thick of chrome-moly material? What if the material flexes? It cracks, and if it's thick material, other issues might crop up. So you tune in the parameters for the thickness, and minimize the heat. We have made ductile deposits as thin as 0.050 inch and as thick as 1 inch in materials that would generally be considered unweldable. To our knowledge, that's something you can do only with a high-energy-density beam." In addition, unique material properties can be achieved with custom metal matrix composites using the rapid melting and quenching properties of laser processing, he said.
The recession has been kind to cladding. Instead of buying new, companies are making what they have last longer, and Alabama Laser's powder laser cladding has reaped the benefits. The shop uses solid-state lasers, including direct diode and fiber varieties. These have shorter wavelengths than CO2 laser beams, so the metal can better absorb the energy. In other words, heat is more controllable, which is important when depositing a clad with only a microns-thick layer of dilution with the base metal.
Powder is delivered through one of several types of heads. One is a spot nozzle, sometimes called a lateral nozzle because it delivers powder laterally in relation to the laser beam. Other variations include structural lasers in which a laser beam is delivered in a specific shape rather than a spot, such as a rectangle, line, or circle. Scanner laser heads move (or scan) a spot extremely quickly to form a line, circle, oval, or other shape. These lasers usually are used with a line nozzle that delivers a band of metal powder roughly 15 mm wide. Most common is the coaxial powder laser head in which the powder nozzle surrounds the laser beam and delivers the powder toward the laser spot.
Though the process has some incredible benefits, limitations exist. First, most of the efficient powder delivery systems can't defy gravity, so the laser and nozzle usually need to be positioned above the workpiece. Second, the surface texture may be a little rough, because some powder grains fall into the pool as it cools and bond to it, giving the surface a sandpaper-type feel. Though heat parameters can be increased to melt these grains, this tends to overdilute the clad with the base metal. Third, some powder doesn't make it into the pool at all. Most processes use up to about 90 percent of the powder. This is light years ahead of legacy technology such as thermal spray, but still, powder material can be expensive.
"The ideal scenario would be to feed a solid material in and not have any material loss," said Brian Smith, sales and application engineer at Alabama Laser. "Also, by feeding a solid material in, you can go out-of-position."
Initially Alabama Laser experimented by feeding a cold wire into the laser melt pool. Though the process worked for some applications, it was tedious. The deposition rate is slow, and cold wire must align perfectly with the laser spot to produce satisfactory results.
"All the heat is coming from the laser," Penn explained, "and you have a smaller pool, so you have a smaller target to hit."
This is the reason engineers pursued what's turning out to be one of the company's most promising new processes: hot-wire laser cladding. The process combines preheated GMAW wire with a multikilowatt, solid-state, fiber-delivered laser (see Figure 4). It's a bit like hot-wire GTAW with the GTAW setup replaced by a laser beam. Like the powder process, this kind of laser cladding also produces a microns-thick dilution between the base and clad metal (making a nearly chemically pure clad) and offers increased deposition rates (see Figure 5).

Figure 3 A large rod is clad at Alabama Laser with powder using a laser.
The GMAW power source heats the wire only; the electricity is shorted to prevent a traditional arc. The preheated wire, which feeds at a specified angle to the laser beam, reduces the power requirements from the laser, just enough to lay down the clad and let it flow, but not so much as to cause excess dilution. The result: a high-speed cladding process with dilution properties similar to powder laser cladding and with the advantages of using a wire, including out-of-position capability, no wasted material, and a smooth clad surface.
To heat the wire, the company uses a custom, programmable GMAW power source with software that synchronizes with the laser control. "We needed control integration between the laser and the welding power source," Penn explained. "We couldn't just throw a laser and a welder together, and away we go. You need to control it, because there's a huge parameter matrix that determines what works and what doesn't. When you put together all the parameters of the welding power source and the laser, the matrix is huge."
To maintain the needed level of control, information automatically passes among the power source, the control, and the cladding head itself. To ensure everything is lined up, the operator can use a video unit integrated into the setup.
Sitting at his desk, Penn pointed to a metal sample with a thick clad of 600-series INCONEL® alloy (see Figure 6). "That was hot-wire laser-cladded, then bent—with no heat treatment." The sample is crack-free. "We're proud of that one." This is possible, he said, because of the precise control of heat in every part of the process. Energy levels in both the GMAW power source and the laser can be tweaked ever so minutely to produce the desired results.
Some of the attributes from hot-wire laser cladding likely will raise eyebrows. Many in the oil and gas industry clad pipe using hot-wire GTAW.
"I'm no expert on hot-wire TIG," said Penn, "but I can report on what I've witnessed. I've seen deposition rates being used in production from 2 to 3 pounds per hour."
He smiled. "We can run rings around that now."



The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...






{kind=link}
{kind=link}