















President

Q: When I weld any aluminum alloy, I see a covering, light gray to black in color, over the weld. I see it when I gas tungsten arc weld (GTAW), but it's worse when I gas metal arc weld (GMAW). What is it? Does it affect the mechanical properties of the weld? How do I get rid of it?
A: A common occurrence in welding aluminum, this coating is called weld smut. First I'll describe what the weld is supposed to look like. Then I'll explain what the coating is and how to minimize it.
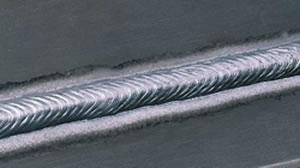 |
| Figure 1 This weld, made with GMAW, has no smut on the weld itself, clearly visible cleaning lines, and a little smut outboard of the cleaning lines. |
All welds, whether produced with GTAW or GMAW, should be bright and shiny, with no gray or black coating on the weld itself. You also should be able to see a shiny cleaning stripe, about 1/16 to 1/8 inch wide, on either side of the weld. These cleaning stripes indicate the area where the reverse-polarity GMAW arc-or the reverse-polarity portion of an AC GTAW arc-has removed the oxide coating cathodically from the aluminum during welding. Such a weld is shown in Figure 1.
It's OK to have a small amount of smut on the parent material outboard of the cleaning stripes. It's also common to see smut at starts, stops, and at corners. However, if the entire weld is coated with smut, you've done something wrong.
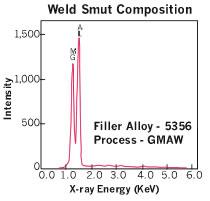 |
| Figure 2 This X-ray analysis shows that weld smut is made of aluminum and magnesium. |
So what is smut, and what causes it?
It's often black, so many welders assume that smut is carbon or some other sooty contaminant. This is incorrect. Many people over the years have analyzed weld smut, usually by X-ray techniques. A scan from one analysis is shown in Figure 2.
Invariably, such testing confirms that the weld smut is made of aluminum and magnesium, predominantly as aluminum and magnesium oxide, but with trace amounts of metallic aluminum and magnesium present.
What actually causes smut is the fact that the boiling points of both aluminum and magnesium are lower than the temperatures of a welding arc. So some of the aluminum and magnesium in the weld filler metal actually evaporates during welding.
They then form aluminum or magnesium oxide and condense on the relatively cool weld bead and parent material. In fact, you can measure the loss of magnesium in transferring 5356 filler metal-which is nominally 5.5 percent magnesium-across a GMAW arc. If you analyze the deposited weld metal chemically, you always will see less magnesium in the filler metal analysis, sometimes as much as half a percent less.
If smut is just aluminum and magnesium oxide, why don't we see it on every weld—If we have good shielding gas coverage, the evaporated aluminum and magnesium are contained in the gas shield and transferred across the arc as weld metal. It's only when the gas shielding becomes marginal that sufficient quantities of aluminum or magnesium are oxidized outside of the gas shield to become weld smut. So the key to minimizing weld smut is to maintain a good gas shield during welding.
So how do you maintain a good gas shield while welding aluminum?
The most common mistake welders make is using a too-large cup-to-work distance. Ideally, the cup-to-work distance for both GTAW and GMAW should be no more than 5/8 in. If you let this distance get too great, the weld turns black.
Another important variable is the gun or torch angle. A push angle must be used for both GTAW and GMAW. If the torch is dragged, the weld will turn black. At the other extreme, a severe push angle also will turn the weld black. In this case, the severe push is causing a venturi effect, sucking air into the back of the shielding gas coverage.
The gun angle across the seam also is important for lap and fillet welds. You can move the smut from one side of the weld to the other just by changing the gun angle across the seam. When you find the right angle, you won't have any smut on either side.
Other factors also can be responsible for inadequate shielding, such as contaminated shielding gas or hydrocarbon contaminants on the surface of the filler wire or parent material.
But if the smut is just aluminum and magnesium oxide, why is it black?
These substances are white. The particle size of the oxides in weld smut is so small that it acts as a light trap and appears black.
You also should know why smut is more common in GMAW than in GTAW. In GMAW, you transfer filler metal across the arc. It gets hotter than it does in GTAW, in which you get it only a bit over its melting point. More aluminum and magnesium vapor is created, so if the shielding is inadequate, you create more oxides.
Last, you should know that you get more smut when welding with 5356 filler metal than with 4043 because 5356 contains magnesium and 4043 doesn't. Magnesium has a lower boiling point than aluminum and is more prone to evaporate in the arc, thereby producing more smut.
Smut doesn't reduce the mechanical properties of the weld. However, a weld covered with smut, which indicates poor gas shielding, contains higher levels of weld porosity because of the poor shielding. Higher porosity levels can reduce the weld's tensile and yield strength.
So remember, aluminum welds should be bright and shiny. A little smut at the edges is OK, but if the weld is covered with smut, you need to improve your welding technique.

President
Aluminum Consulting Inc.

The Welder, formerly known as Practical Welding Today, is a showcase of the real people who make the products we use and work with every day. This magazine has served the welding community in North America well for more than 20 years.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...





