















Editor-in-Chief
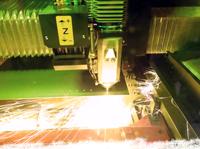
Figure 1: North Topeka Fabrication’s new fiber laser cutting machine is designed to deliver a maximum cutting speed of more than 9,000 IPM in certain circumstances.
Any good story can be boiled down into three acts. North Topeka Fabrication’s story lends itself to such a presentation.
Jim Lee is the protagonist. Like so many other metal fabricators, he worked for a shop in high school and continued after graduation. He started as a press brake operator and worked his way up the ladder over the ensuing years.
But, like anyone who has spent more than a couple of days working hard for someone else, Lee began to consider the possibilities of being self-employed. Three co-workers happened to have similar thoughts. As a result, they took a leap into the entrepreneurial waters in 1993. CJS Industries—letters representing three of the owners’ first names—opened for business.
Over the next eight years, the business grew and acquired a solid collection of satisfied customers. Most of the jobs involved light-gauge work, which helped the company build its reputation for precision fabricating expertise. It also put the shop on the radar of a metal service center looking to expand into the fabrication world.
SPS Processing Co., a subsidiary of Manhattan, Kan.-based Steel & Pipe Supply, inquired if CJS Industries might be for sale in the mid-2000s. Like other distributors, SPS was looking to get more involved in “value-add” fabricating activities. By adding light-duty fabricating service options, SPS Processing could become a one-stop shop for its customers looking for fabricated parts across the entire spectrum of material thicknesses.
In 2006 SPS Processing purchased CJS Industries. Lee stuck around for 18 months, assisting in running the fabricating operations in Topeka, but then left the company.
He spent the following years not doing metal fabricating. Part of that time was spent operating a tavern with his brother. All the while, Lee had a recurring thought in the back of his head: “This isn’t really for me. I’m good at making metal parts.”
So when Lee finally had reached the point where the noncompete clause to which he had agreed with his former employer was no longer valid, he was ready to jump back into the entrepreneurial waters without hesitation. He hadn’t forgotten how to swim. He just needed to find the right pool.
In the summer of 2010, he found the right location and a functional set of used fabricating equipment. North Topeka Fabrication was open for business.
Meanwhile, SPS Processing was about to close its business—at least in Topeka. Only about a year and a half after Lee opened the doors to his new business, SPS Processing was looking to consolidate its fabricating business at its other facility in the Kansas City area. That facility focused on heavy-duty fabricating.

Figure 2: The fiber laser’s cutting speed obviously caught his attention, but shop owner Jim Lee said the lack of maintenance on the equipment also has been a nice surprise. “You don’t have to keep the mirrors aligned and cleaned.”
Lee learned of the situation and stepped forward as a potential buyer for the business. His second act in metal fabricating was about to get a lot more interesting.
By early 2011 North Topeka Fabrication had acquired the SPS Processing business in Topeka. Lee was back on N.W. 14th St.
“Everything just blew up then,” said Scott Lee, Jim’s nephew and a veteran of the metal service center business. Scott joined the company shortly after his uncle launched his new job shop.
From an equipment standpoint, the new version of North Topeka Fabrication had plenty of fabricating capacity to fill. Its equipment list grew from one laser cutting machine to three, one punching machine to four, and one press brake to six.
In addition, the company would no longer be a small-sized family affair. About 20 people would now be working for North Topeka Fabrication. Jim Lee actually had hired some of them when he was running CJS Industries and knew them quite well. Other SPS Processing employees who didn’t make the transition either moved to the company’s Kansas City shop, the parent company’s Manhattan, Kan., headquarters, or on to other endeavors.
Probably the biggest key in the acquisition was retaining most of SPS Processing’s customers. Ryan Juhnke, the company’s inside sales manager, came to work for North Topeka Fabrication and proved instrumental in maintaining relationships with current customers even as some of the names and faces were changing on the job shop side.
“It was a perfect time. Everything jelled,” said Scott Lee, the company’s outside sales manager. “So we got busy and went to work.”
The shop went back to making quality light-gauge metal parts for its customers, and business slowly grew. However, the company was not able to serve customers’ requests for processing thicker materials.
“We had three 2001 model lasers, and that doesn’t allow you to cut anything over 0.25 inch thick. They are great for little parts, but it never allowed us to do a lot of what everyone else was already doing,” Scott Lee said.
Thus the conflict for the protagonist, Jim Lee. How does one grow a business to its fullest potential when it is unable to service all requests from a more demanding customer base? If a company wanted parts that were 0.25 in. thick or greater laser-cut, North Topeka Fabrication had to outsource the work. If it wanted to maintain quality and tight turnaround times, while attempting to attract new business, the company needed an upgrade over the three 2,000-W lasers it had been relying on.

Figure 3: The six press brakes on the shop floor had no problem keeping up with the parts generated by the three 2,000-W laser cutting machines. The arrival of the fiber laser is going to change that dynamic. “They aren’t going to outrun this thing. I guarantee you that,” said owner Jim Lee.
Conventional wisdom suggested that Jim Lee should target a 4,000-W CO2 laser for this cutting work. Interest in this type of laser cutting capability exploded in the mid-2000s as every shop in the U.S. seemingly rushed to cut thick plate for the U.S. military vehicles being sent to Afghanistan and Iraq or heavy-duty equipment being sent all over the world as nations embarked on ambitious commercial construction and infrastructure programs. The Great Recession tempered some of that heavy-duty fabricating activity, but the high-wattage CO2 laser cutting machines are still a popular choice. They just aren’t the de facto choice anymore.
Fiber lasers have become an attractive alternative for fabricators wanting to upgrade their metal cutting operations. Making its debut in the metal fabricating industry around 2009, fiber laser technology has moved from a manufacturing curiosity to a proven production tool. The technology gets its name from the fact that fiber optics, similar to those used in the telecommunications industry, are used to help produce the laser beam and deliver it to the cutting head. Unlike CO2 lasers, fiber lasers do not need a large resonator with laser gases and a series of mirrors to generate a laser. In fact, these newer solid-state lasers produce laser beams with a wavelength of 1 micron, which means they have high absorption characteristics. In the manufacturing world, that translates into incredible cutting speeds on thin materials (see Figure 1) and the ability to process reflective material such as brass and copper.
“We had thoughts early on to get that 4,000-W CO2 laser, but the fiber came up,” Scott Lee said. “We thought, ‘This will totally redo the whole job shop mentality of lasers.’ We wanted to be the first ones to jump into it. We might as well jump in now instead of waiting around until 2019.”
The decision was made easier because fiber lasers were no longer being considered only for cutting thin-gauge material. The high-wattage fiber lasers on the market had evolved to the point where they made sense for the job shop looking to do a little bit of everything.
North Topeka Fabrication installed a 4,000-W FOL-3015AJ fiber laser from Amada in early 2013 (see Figure 2). The 5- by 10-foot machine is rated to cut material thicknesses up to 0.875 in.
Fiber lasers have always been able to cut thicker materials; they just couldn’t cut them as quickly, according to Jason Hillenbrand, Amada’s laser product manager. The challenge that fiber lasers had in the past is that the laser’s beam diameter and mode didn’t allow for kerf so that oxygen could assist with the cutting action.
“We have done some different things that allow us to change our kerf and change some of our beam properties as it gets to that focus lens. From there, we can get a better edge quality,” Hillenbrand said. “Three-quarters-inch material off this machine looks almost as good as it does off of our 4,000-W CO2.”
One of the things that Amada has done to improve fiber laser cutting quality and speed on thicker materials is to put mirrors in the cutting head. The mirrors, which are all within a fixed distance of about 18 in., enable the machine to deliver a beam with characteristics more conducive to thick material cutting. The equipment operator doesn’t have to worry about maintenance issues related to these mirrors because they do not require realignment.
“We do a lot of thin-gauge stuff. It really fits what we want to do,” said owner Jim Lee. “We have some pretty long-running jobs that we can load up on it and let it go. It has an automatic loader and unloader on it.
“It opens doors for us,” he added. “We can now do some heavier stuff that we couldn’t do before.”
Scott Lee has also noticed the speed at which the fiber laser cuts thin-gauge material. He said that the new fiber laser takes 30 minutes on a job that might have taken three hours on the 2,000-W lasers that the job shop once solely relied on.
But it’s the heavier work for which the equipment really makes an impact for the job shop.
“We can now benefit a customer when we can put a whole package together,” Scott Lee said. “Let’s say they have 18 ga., 16 ga., 11 ga., 0.5 in., and 0.25 in.
“On the 0.5 in. and 0.25 in., we might not have a distinct advantage, but the fact that we can cut it and package it with everything else means that customers are going to have enormous cost savings because of the time and speed of this machine on those light-gauge parts.”
As of mid-February, North Topeka Fabrication was looking to bring on four additional employees, including some welders to help keep up with the slew of parts coming from upstream processes. The company is running one shift, but could possibly be adding a second to keep up with the parts flying off the fiber laser cutting machine (see Figure 3).
“I think the fiber is the wave of the future. In four or five years, they’ll be all over the place,” Jim Lee said.
“I kind of hope that I leap-frogged everyone around here for at least a year,” he added. “Hopefully, this will be the only one around for a while.”



The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...





