















Segment Market Manager, Advanced Manufacturing,

Visiting a fab shop today versus 20 years ago would likely reveal significant changes in cutting and bending, with fewer machines and workers producing more parts than ever. In looking at the welding department, however, it may seem that not much has changed. The high-product-mix welding operation probably remains mostly manual with several welding robots at one end of the shop floor. Welding operators may seem to lay down beads just as they did before.
Or do they?
A closer look reveals some subtle changes. Welding operators don’t spend as much time adjusting parameters, even though this shop processes a variety of materials, from stainless and aluminum to high-strength steels. They don’t produce many defective parts either.
At various places in the welding department, screens indicate what jobs are running where, and some show real-time welding data based on feedback from the welding power sources. This data can include arc-on times and other efficiency measurements like deposition rates, weld sequence, and component tracking.
The welding department may also show evidence of lean manufacturing and other continuous improvements. Today’s welding operations often have welding fixtures and materials—clearly labeled and identified with inspection dates—prestaged and ready for the welding operator as soon as he or she finishes the previous job.
Welding robots are more prevalent and are no longer relegated just to high-volume production. In some cases, welding operators may be using flexible base plates that accept various fixtures and part orientations. It might not be surprising to see technicians programming and simulating a welding robot offline (see Figure 1). When a new job arrives at the welding robot cell, operators no longer have to run through routines with a teach pendant. Instead, they can load a program and use the teach pendant to provide reference points and programming touch- ups (see Figure 2).
These are just a few of the changes that may become apparent when looking at today’s welding environment. What hasn’t changed is the philosophy behind these improvements: Overall manufacturing cycle time drives a company’s profits. The less time it takes for an order to become a finished product, the more competitive a fabricator can be. To increase throughput, shops are scrutinizing every step in the quote-to-cash value chain, from sales and estimating to packaging and shipping.
Many part-flow strategies in the welding department follow the lean principles used in other areas of the shop. But when it comes to welding technology, there is no one-size-fits-all method to increase throughput. Most strategies follow themes associated with three areas: welding process advancement, smart use of automation, and good information.
Manual welding still dominates most high-mix, low-volume operations, and for good reason. An expert welder can adapt to new parts, overcome excessive-gap problems, and more. Still, the U.S. anticipates a shortage of approximately 400,000 skilled welding operators within the next five years, which poses a significant threat to manufacturing. Without these skilled employees, quality can suffer. At best, a bad weld can cost a company time, materials, and consumables. At worst, it can cost a company its reputation.
New welding technologies simplify and shorten training time, allow entry-level welding operators to complete more complex welds with quality results, and give skilled welding operators more efficient tools to support high productivity. Specifically, today’s technology is making it easier for welders of different skill levels to make good welds, even with changes in stick-out, gun angle, and travel speeds.

Figure 1
Offline robot simulation and programming means the operator spends less time at the teach pendant.
Consider a modified short-circuit gas metal arc welding (GMAW) process that anticipates and controls each short circuit, then reduces the available welding current to create a consistent metal transfer. This precisely controlled metal transfer provides uniform droplets, creates only small ripples in the weld puddle, and produces a consistent tie-in to the side wall. Along with its ability to maintain the same arc length regardless of stick-out, the process makes it much easier for welders to control the puddle and learn to create uniform, quality welds.
Simplified user interfaces on welding power sources help take the guesswork out of programming the machine. Some even show full words and descriptions on digital displays, eliminating the potential for confusion over welding terminology, shorthand, and acronyms.
Additional technologies help shops tackle the challenges of welding new materials. Industry is demanding lighter, higher-strength materials that reduce weight and lower product and production costs. Various segments in the manufacturing sector such as heavy equipment are using high-strength steels ranging from 50- to 80-KSI tensile strength, while galvanized, 140-KSI-tensile, advanced high-strength steels are being used for some automotive chassis and reinforcement components. Many fabricators are processing more aluminum and stainless steel, as well as other nonferrous and more exotic materials, in their product designs.
Although many of these new materials improve the quality of the final products, they also pose new challenges in welding. Aluminum, for instance, has a natural oxide barrier on the substrate that, if not properly cleaned, can create lack of fusion within the weld. High-strength steels are generally more sensitive to cracking than mild steels. That creates the need to preheat or establish new weld methods to control heat. Galvanized coatings on thin steel sections protect against corrosion, but in welding they can cause more spatter as well as subsurface porosity. The chance for burn-through and distortion increases when welding thin materials too.
Dedicated welding systems for specific materials, as well as more advanced welding processes, help overcome these challenges. These include pulsed GMAW and synergic systems. Conventional spray transfer sends tiny droplets into the weld continuously, whereas pulsed GMAW is a modified spray transfer process in which the power source switches between a high peak current and a low background current between 30 and 400 times per second. During this switch, the peak current pinches off a droplet of wire and propels it to the weld joint. At the same time, the background current maintains the arc but has such a low heat input that metal transfer cannot occur. This action allows the weld puddle to freeze slightly to help prevent melt-through as well as minimize distortion and spatter. Such technology has proven effective in welding high-strength steels and galvanized steels.
Synergic systems—in which the power source, welding gun, and wire feed are in constant communication—address the needs of welding materials like aluminum. When the welder changes the wire feed speed, the pulsed GMAW system automatically adjusts other settings. As wire speed increases or decreases, the power level increases or decreases to maintain a constant welding arc, providing greater control for better weld quality.
When it comes to increasing throughput, welding automation may seem like the straightforward answer. Install a robot and it will weld all day, every day, reducing bottlenecks in the welding operation.
Of course, it’s not that straightforward, and it’s also not that uncommon to see an old welding robot sitting idle in the corner of a shop. Many times fabricators purchase welding robots to perform specific jobs, configuring them for one product or product family. Adapting the automation to other work in the future may not be so simple.
Today preconfigured weld cells allow companies to adapt systems to a range of applications and operation sizes. Operator training and engineering software programs simplify programming and the process of designing automation-ready parts, all of which make it easier to implement a robotic welding system.
Configured correctly, automation reduces cycle time by increasing arc-on time and deposition rates that deliver faster overall production, with less variability and improved quality. Additional benefits include less overwelding, improved first-pass weld quality, precision for complex welds or materials, less scrap and rework, and lower overall costs (see Figure 3).
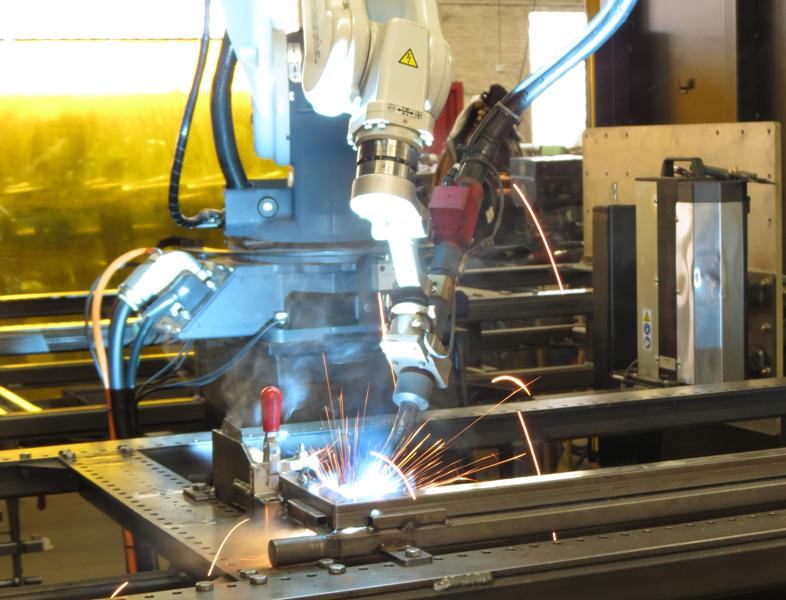
Figure 2
Flexible fixturing systems, combined with offline programming and simulation, help welding robots become more effective in high-product-mix environments.
With adaptable fixturing and offline programming, welding robots are now more flexible than ever. That doesn’t mean, however, that every job is a good fit for automation. For example, a robot may be able to access 90 percent of the welds of a certain subassembly. Does it make sense to reposition the part onto a second welding fixture where the robot can make the remaining welds, or take it to a manual welding station? Does repositioning the part cause quality issues? How easy is it for a manual welder to access the joints?
Whether automation works depends on the application, the material, and types of welds required. It’s important to ask the right questions to uncover the best, most efficient way to process the job.
Welding operators need to be productive, loading parts into the weld cell and laying down weld beads in a consistent manner. But the truth is, bottlenecks often remain. If that is the case, it’s important to pose a few questions:
Companies may not know the answers to these questions without the right information, and in these cases, welding information management systems can help. These provide real-time data from the weld cell. They automatically collect and report arc starts, arc-on time, and quality performance based on amperage and voltage, among other factors. These systems can track how much time each welding operator spends welding, as well as how much filler metal he or she uses over a given period. Some also have built-in cost calculators that take into account the welding cycle time, filler metal usage, and shielding gas use.
Welding operators also can view 3-D models of what the final assembly is supposed to look like. With more visual information at their fingertips, employees are less likely to make common errors, like mixing up similar-looking components (mistaking a left-hand panel for a right-hand panel on symmetrical parts, for instance).
With these insights, companies can assess welding performance in real time and track both productivity and quality. They also can better identify trends and bottlenecks, potential operator training needs, and how to optimize welding production. In effect, these systems give shops an objective set of data that can serve as the foundation for improvement and increased welding throughput.

Figure 3
As the robot welds, an operator loads the next component onto a robot cell turntable.


The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...





