















Senior Editor
The gun works in mechanized and robotic setups, and a kit is available to adapt the system to hand welding.
There’s something very American about rediscovering an old invention in a dusty basement, making it better, and introducing it to the market years after the inventor first put his ideas to the test. This story applies to Weld Revolution LLC, a Spring, Texas-based company that formed in 2012 to advance a kind of gas metal arc welding (GMAW) that the company calls SpinArc™.
The process’s origins go back to the early 1980s when Dick Roen, an engineer who worked with Martin Marietta, had trouble welding certain aluminum alloys that were part of the solid rocket boosters for the space program.
“He invented the technology to weld hardened aluminum alloys literally in his basement,” said Scott Funderburk, chief operating officer at Weld Revolution. Roen patented it in 1982, but that patent has since expired. “He implemented the technology, but it was limited in scope, and he wasn’t focused on developing a business out of it.” The technology sat dormant for years until several colleagues who knew Roen came together and formed Weld Revolution in 2012. “And since then we’ve been focused on creating new technologies and patents for our current welding gun design, and now we have multiple patents in place,” Funderburk said.
The technology, which works with any constant-voltage GMAW power source, is in the welding gun, which the company says can attach to any wire feeder. It’s designed for mechanized and robotic setups, and a kit is available to adapt the system for hand welding. (A semiautomatic welding gun designed for hand welding is in the works.)
The gun itself has a motor that rotates the contact tip. The controlled rotation occurs very quickly; typical settings are between 2,000 and 4,000 RPM. The operator can set the spin diameter and speed.
As the spin diameter increases, the bead width increases. “You can tailor these variables to the specific weld joint,” Funderburk said. “So, for example, if you want to weld an overlay or hardface using corrosion-resistant material, you want a fairly wide weld bead. When you spread out the arc energy, it minimizes dilution. For a narrow groove, you want a smaller spin diameter.”
The system can rotate the wire clockwise or counterclockwise, and which to choose usually depends on the weld direction to ensure the arc energy focuses on the leading edge of the weld pool. If you’re welding left to right, you typically rotate the wire clockwise; if you’re welding right to left, you rotate the wire counterclockwise.
“For fillet welds, you can take advantage of small and large spin diameters, where you’d have a dual-gun inline [mechanized] setup,” Funderburk said. “The first gun to have a small spin diameter to put a lot of energy in the root [of the weld], while the second gun would have a wider spin diameter to complete the weld with good penetration into the base metal.” Funderburk added that a dual-gun setup isn’t required for fillet welds, of course, but it’s an option.
When looking at the system in operation, a welder might see this as a function that automates the weaving action many perform to fill a joint. But according to sources, the wire rotation really doesn’t relate to weaving at all, mainly because of the speed of the rotation.
Thousands of rotations can occur every minute. Looking at high-speed video you can see droplets deposit at different points around the circumference of the rotation. All of this occurs in a fraction of a second, transferring the arc energy in an even manner and creating a uniform heat-affected zone.

With SpinArc technology, the welding wire rotates at a controlled speed, diameter, and direction to suit the application.
“The stirring effect in the arc also creates a very consistent metallurgy in the weld deposit,” said Eric Christofferson, company president.
“One of the key benefits of the process is to be able to control the depth of penetration through the rotation,” Christofferson added. “The faster and wider the rotation, the less penetration depth you’ll have.” Conversely, a slower and narrower rotation creates more weld penetration.
According to sources, the technology allows welding to occur out of position in more situations. “For instance, a metal-core or solid wire with a CV spray is impossible to weld out of position [using conventional power source technology],” Funderburk said. “Using conventional, non-waveform-control technology, the system can weld with spray transfer out of position. It’s the centrifugal force acting on the weld deposit that holds it in place.” He added that future developments of SpinArc will incorporate both the rotation placement variable and waveform control technology combined with seam-tracking capabilities.
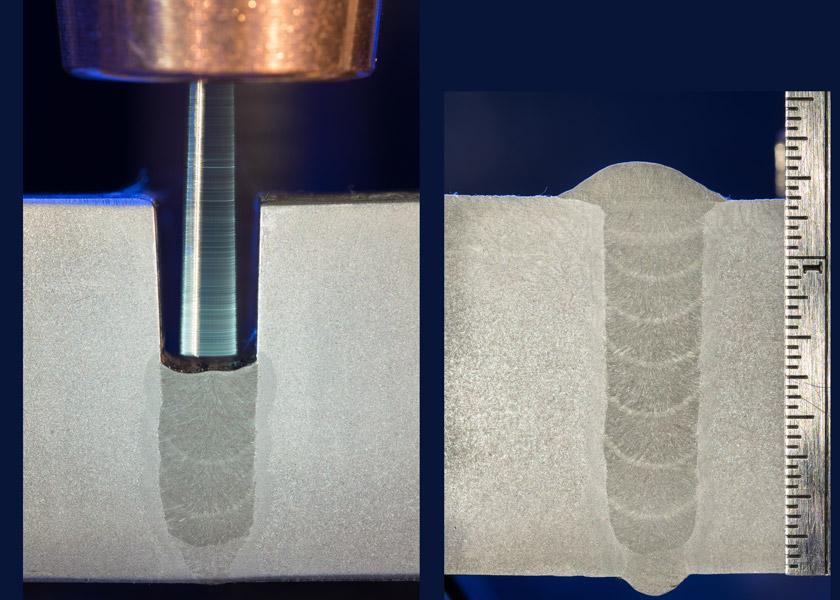
In effect, the technology spreads the arc energy out to create a better weld, which in turn can have a big impact on weld prep time. Because the arc rotation adds more control to penetration and other characteristics, some welds may not require bevels—a square-butt configuration with backing will do, with less of a root opening in the joint, even in thick plate. Although exact measurements depend on the application, Funderburk said that a weld in 1.25-in. plate might have a root opening of 0.25 in. or less. How does the technology make this possible? It again goes back to the rotational force, with the wire (and arc energy) being directed at the vertical side walls.
The company reports that the rotational action eases welding for some traditionally difficult-to-weld materials, including nickel-chrome alloys. A common weld cross section might reveal “ropey” beads, and perhaps insufficient wetting near the weld toe. “With the rotation, though, that action basically forces the weld to lie down, and you have better weld toe angle,” Funderburk said.
Finally, the rotation also helps make weld solidification rates more uniform across the weld cross section. Typically, the weld solidifies at a quicker rate at the weld edges, away from the arc energy in the center of the joint. “The rotation creates an even solidification rate throughout the entire weld pool,” Christofferson said. He added that even solidification, combined with smaller joint geometries, can help minimize the effects of residual stresses, which leads to less distortion.
Rotating the welding wire is a simple, intuitive idea, though there’s plenty of complexity in the details. Regardless, it shows what can happen when an engineer with an idea spends time in his basement.
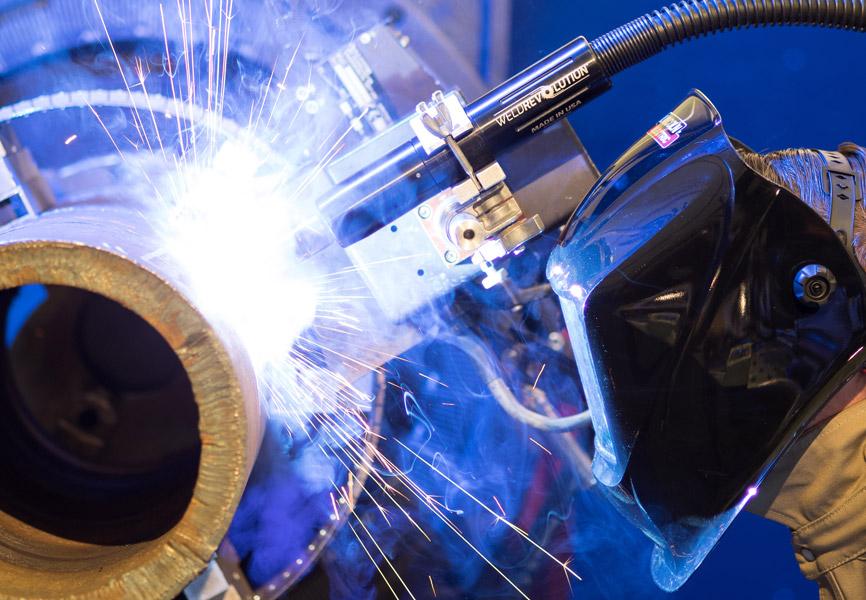
SpinArc welds in a narrow groove on pipe with a 13⁄8-in. wall thickness in the 5G position. The company reports that the technology also allows for joints with zero bevel, cutting down on weld prep time.



The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...





