















Consumable Development Engineer

Figure 1: This large wind tower—with blades that are 164 feet long when measured from the center of the hub—sits on Lincoln Electric Co.‘s campus in Cleveland. It is considered to be one of the largest wind towers installed in an urban setting in North America. When fully up and running, the tower is expected to produce 2.5 megawatts of power annually, enough to provide 10 percent of the manufacturer’s power needs and saving it $500,000 in electricity costs annually.
When people say that interest in wind-generated power continues to grow, they aren’t just blowing hot air.
The American Wind Energy Association claims that total U.S. utility-scale wind power capacity through the first quarter of 2011 stands at 41,400 megawatts. Of that total, 5,116 MW was installed in 2010. Taking into account new wind tower projects under construction in the first quarter this year, another 5,600 MW will be available in the near future. The numbers keep growing.
Meanwhile, this growth is occurring without a long-term commitment that might come with the establishment of a national energy policy. The production tax credit, which provides an income tax credit of 2.2 cents per kilowatt-hour for the production of electricity from utility-scale turbines, is set to expire at the end of December 2012. Another tax credit, which was part of the American Recovery and Reinvestment Act of 2009, offers developers a 30 percent investment tax credit in place of the production tax credit, but only if their wind tower projects enter the construction phase before the close of 2011. That wind tower going up nearby likely isn’t going to be the last one constructed in the area (see Figure 1).
With that in mind, more fabricators have been looking at wind tower manufacturing as a potential opportunity to serve a new market segment. Fabricating the wind tower segments requires roll bending capabilities, and plenty of fabricating operations can provide those skills. However, a limited number of fabricators have proven track records in tower fabrication; it takes a great deal of skill to align these wind tower segments and flanges to form tower sections. Those operations with submerged arc welding (SAW) experience probably have a competitive advantage (see Figure 2).
SAW is the joining process of choice for thick structural sections, just as it is for the fabrication of wind tower sections. These are extremely tall towers that have to stand up to the elements and the cyclical loads. On land, the loads come primarily from the rotating turbine blades. In the sea, the tower also must withstand the constant beating from the waves. As a result, some of these sections are made from steel plate, sometimes as much as 5 in. thick.
SAW is ideal for this type of application because it delivers a smooth bead with good penetration and excellent fusion. A high deposition rate is another hallmark of the process. All of these factors contribute to a strong joint designed to maintain structural integrity.
Additionally, the process can be automated. Because many seams on wind tower sections are joined by straight longitudinal or circumferential welds, fabricators typically rely on carriages and manipulators that carry the welding torch, which travels along the axis where the weld bead is being laid. Circumferential welding can pose more of a challenge for SAW because the molten flux and weld metal could spill off the work; however, if the wire positioning is dialed in correctly and the appropriate current, voltage, and travel speed have been selected, the fabricator should not be concerned about sagging or spilling of SAW consumables.
Those consumables, in fact, make the SAW process unique when compared with other processes. Both flux and wire are used, and each is supplied separately as the welding takes place. The combination of the two consumables and how they are applied during the welding process ultimately decides the welded joint characteristics.
For wind tower sections, these welded joints have to demonstrate high impact toughness, even at very low temperatures. The need for impact toughness is obvious: No one wants a giant wind tower collapsing because of environmental or other reasonably anticipatable factors that may overstress the tower structure.
Fabricators in wind tower construction use commercially available consumables for SAW applications. Wire and flux have been engineered to deliver high impact toughness while simultaneously demonstrating good weldability and productivity characteristics when used in conjunction with the latest welding power source technology.
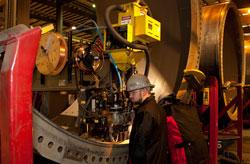
Figure 2: Because wind towers are fabricated in segments, a lot of welding is needed to join them together. It is estimated that welders at Katana Summit, Columbus, Neb., used roughly 9,000 lbs. of welding wire and flux to join the four sections comprising the Cleveland wind tower.
When compared to welding wire, flux is a much more complicated consumable. Whereas welding wire typically is designed to be similar to the parent metal and demonstrate certain mechanical properties, flux performs numerous functions, such as helping to stabilize the arc, forming a slag to protect the weld bead, forming a gas shield to keep out atmospheric elements, and reacting with the weld pool to deliver the desired joint qualities and weld bead shape.
Flux products specifically designed for wind tower manufacturing are now available. They are designed to meet the typical impact requirements of the wind tower industry and do so in low-temperature environments.
This type of flux generates a bead profile that results in very low toe angles and limited cap reinforcement. The toe angle is the angle from the plate to the intersection of the weld face into the plate (see Figure 3). Low toe angles are necessary to meet the fatigue requirements that are typical in wind towers. If the angle is too high, a stress riser is generated at the intersection of the weld and the plate when the structure experiences cyclical loading—the time when the blades are rotating.
Excessive weld cap reinforcement is also a concern. If a reinforcement specification is not met, the weld must be ground flush. Reinforcement specifications can vary between codes; however, tower designers may specify even more stringent limits on reinforcement height or toe angles depending on the job.
These new flux products are neutral per the AWS standard, so they can be used in a variety of weld procedures and base metal thicknesses. However, they do affect the weld by providing a deposit with an appropriate oxygen level for toughness in both single- and multiple-pass applications. When teamed with the proper welding wire, these fluxes also provide a weld deposit that is low in detrimental tramp elements, such as sulfur and nitrogen. They also reduce the likelihood of delayed cracking, which is especially important for highly restrained welds like those in wind tower sections.
The latest flux developments contribute greatly to SAW efficiency. The flux is specifically designed to weld with alternating current, including offset or unbalanced AC waveforms, allowing tandem and other high-heat-input processes that can increase productivity. The fluxes also provide good slag removal, allowing the weld joint volume to be reduced in size (see Figure 4) and decreasing the amount of welding that actually has to take place.
Of course, SAW consumables development does not end here. New welding wires and fluxes will be engineered to deliver superior joint properties and even better production performance as the strength of the steel used in wind tower fabrication increases and as more wind towers are installed in even more challenging locations.
These advancements also open the door for more fabricators to take on wind tower component fabrication more confidently. The SAW process, when operated correctly, delivers predictable results. As the winds of change blow, consistent results are what fabricating shops need, especially as they serve a new market segment.


The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
In this podcast episode, Brian Steel, CEO of Cadrex Manufacturing, discusses the challenges of acquiring, merging, and integrating...






{kind=link}
{kind=link}