















Fabricator finds new opportunities in energy sector
Green applications for advanced pulsed GMAW

Welding chrome-moly steel has strict requirements concerning the welding process, preheat temperatures, and postheat temperatures. The specifications provided by the engineers for the New Hope Power Partnership project required GTAW on the first three passes of the pipe.
Founded in 1988 in Miami, CMN Steel Fabricators Inc. has carved out a niche for itself in fabricating tubular sections, mainly structural steel and pipe for the waste energy, waste management, and quarry industries. It also performs maintenance during scheduled plant shutdowns. Roughly half of its 60 employees are welders.
The bulk of the work is in mild steel, but recently the company had an opportunity to branch out and bid on a project involving a more challenging material, P11 chrome-moly pipe.
The P11 project was the New Hope Power Partnership, an expansion of the Okeelanta Cogeneration Plant in Okeelanta, Fla. With a capacity of 75 megawatts, the cogeneration plant is one of the largest of its kind in the country. It uses sugar cane stalks to produce bagasse, a biomass fuel that in turn is used to create steam to produce electricity at the power plant. In return for the bagasse produced by the sugar mill, the power plant sends along the steam it creates for use in the sugar mill's operation. The result is a symbiotic and environmentally friendly relationship in which each partner benefits from the other's waste material—the power plant from the sugar cane stalks and the sugar mill from the excess steam from the power plant.
Chrome-Moly
Chemistry and
Welding Precautions
Chrome-moly pipe is specified by the amount of chromium, molybdenum, and vanadium. These three elements increase the creep resistance for high-temperature strength, allowing the material to be lighter and thinner than carbon steel pipe and still achieve the same pressure capability. However, the higher levels of those three elements in the steel make it more susceptible to cracking if it is not properly preheated and postweld heat-treated.
Preventing chrome-moly steel from becoming brittle and cracking requires preheating, typically between 250 degrees F and 500 degrees F, to drive off moisture, thereby reducing hydrogen and slowing the cooling rate. Hydrogen embrittlement leads to cold cracking of the finished weld. Slowing the cooling rate reduces thermal stresses and further allows hydrogen to diffuse from the weld. Maintaining a minimum interpass temperature is also necessary to continue to keep hydrogen level low and reduce thermal gradients. A maximum interpass temperature prevents overheating the material. Overheating can adversely affect the pipe's mechanical properties and, most important, makes the weld puddle too fluid, which is difficult to control and can lead to hot cracking.
Postweld heat treatment, from 1,100 degrees F to 1,250 degrees F, is required to reduce the hydrogen in the weld and to relieve residual stress within the material—stress caused by the high thermal gradients in the weld joint area and weld solidification.
The Players. Coming from a long line of sugar mill workers, CMN President Carlos Manuel Nuez took special pride in the chance to bid on the Okeelanta sugar mill job, but was concerned about making sure it was a success.
Chico Nuez, Carlos' brother and a welder for nearly 30 years, began by researching the various technologies available to help ensure the company's success.
Chico sought the advice of the company's welding distributor, Julio Montecino of Matheson Tri-Gas, concerning Pro-Pulse™, a modified pulsed spray transfer gas metal arc welding (GMAW-P) process, and induction heating technology.
"I heard about these new welding and heating processes when they were first introduced, but we didn't really have a need for such an advanced system at that time," Chico said."When the power plant project came up, I had a feeling that Pro-Pulse and induction heating would be the right technologies for the application."
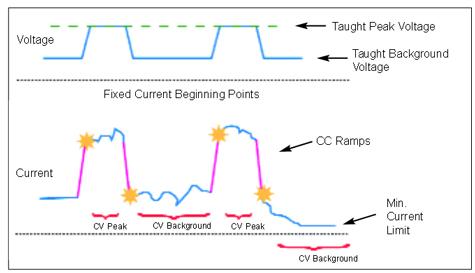
Pro-Pulse technology uses two control loops: constant current (CC) and constant voltage (CV). After the current reaches the desired level (indicated by the starbursts), the CC control shuts off and the CV controller takes over. The system can monitor and adjust parameters up to 10,000 times per second to maintain optimum arc conditions.
"We have complete faith in Julio," recalled Marisa Nuez, Carlos' daughter and the vice president of CMN Steel Fabricators."He has never recommended a product that didn't work out, so we knew he would give us a straight answer when it came to whether these new welding and heating systems would meet our needs."
The Parameters. The power plant expansion project called for 280 feet of Schedule 160, 12-in.-diameter, 1.25-in.-thick P-11 pipe with 66 joints beveled at 35 degrees. Welding Procedure Specifications called for the root, hot, and first fill passes to be performed with gas tungsten arc welding (GTAW), using 1/8-in.-diameter ER80S-B2 filler metal with a 3/32-in. or 1/8-in. thoriated tungsten electrode and pure argon shielding gas.
The shielded metal arc welding (SMAW), or stick, specifications called for an additional 15 passes using 1/8-in. E8018-B2 electrodes. Alternatively, GMAW-P process specifications would allow the company to nearly halve the number of required passes. It was still required to make the first three welds using GTAW, but the increased deposition rates of the Pro-Pulse process compared to SMAW (less than 3 pounds per hour for a 1/8-in. E7018 electrode for SMAW versus 4.5 to 14.4 lbs. per hour for an 0.045-in. ER70S-6 electrode for GMAW-P) allowed the welders to fill the rest of the joint with just seven more passes.
Each joint also required a 300-degree-F preheat, a 450-degree-F interpass temperature, and a 1,150-degree-F postweld temperature maintained for 11/2 hours.
The Project. The contract called for welding 66 joints on pipe made from a chromium-molybdenum alloy, 11/4 Cr/1/2 Mo-V, commonly called P11 or 11/4 chrome pipe. The P11 pipe would transport high-pressure steam between the power plant and a neighboring sugar mill.
Three key criteria figured into CMN's decision to switch from SMAW to GMAW-P. First, the new technologies needed to produce high-quality welds. Second, operators needed to learn them quickly so that the company wouldn't spend more time on training than it would take to complete the job using conventional technologies. Third, the technologies needed to provide a return on investment.
Weld Parameter Control
The PipePro™'s Pro-Pulse feature is a modified spray transfer process that monitors, controls, and adjusts both current and voltage to stay within the optimum range for a specific wire type and diameter, wire feed speed, and gas combination. The Pro-Pulse control scheme starts by ramping up the current. Once the target current is reached at the beginning of each phase, the constant-current (CC) control turns off and the constant-voltage (CV) control loop turns on. The CV loop modulates the current within a range that maintains the target voltage. This occurs independently of the contact-tip-to-work distance.
The new GMAW-P process simplifies training because it adapts to individual operator preferences and does not force the operator to adapt to the machine. Typically, operators prefer to hold a short stickout, about 3/8 in. for short-circuit GMAW and 5/8 in. for FCAW, because it gives them better control over the molten weld puddle.
With older pulsing technology, the sound, feel, and appearance of the arc change as the arc length varies. Conversely, this GMAW-P technology maintains optimum arc length and weld parameters, even if operators vary travel speed or electrode stickout within a broad range (stickouts up to 1 in. are possible). This is a benefit when welding in deep grooves or when operators shift welding positions, such as when moving from the bottom to the top of the pipe. It can alleviate arc stumbling, subsequent porosity, and the need to waste an hour grinding out and repairing a bad weld.
In the past the limits of available technology forced operators to weld with a longer arc length to help prevent short circuits, resulting in spatter (encountering a tack weld was a common culprit). Holding long arc lengths also had a tendency to produce undercut if travel speeds were not reduced. Pro-Pulse's shorter arc lengths and more focused arc column help eliminate undercuts, providing good side wall fusion and fill at the toes of the weld.

Chrome-moly steel, while stronger and lighter than carbon steel, is more sensitive to cracking caused by hydrogen embrittlement and residual stress. Welder Chico Nuñez knew that relying on the same technologies CMN Steel used for carbon steel would not position the company for success in welding chrome-moly steel.
Last, the GMAW-P technology lowers overall heat input, which can reduce interpass cooling time and weld cycle time. On thick-wall pipe that requires multiple passes (such as the seven passes CMN needed to weld the 1.25-in.-thick P11 pipe), reducing interpass cooling time may save an hour or more per joint.
Safer, Faster Heating
Induction heating technology allowed CMN Steel Fabricators to save considerable time in pre- and postweld heat treatment, and it also provided consistency and safety not possible with other heating methods, the company said.
"Induction heating is the way to go," Chico said."Induction is faster than using rosebuds or ceramic blankets and gives us greater control over the ramping rates than other methods. Plus, the heat is concentrated at the place of the weld, so you don't have to worry about touching the pipe in other places."
Induction heating differs from other heating methods in that it uses an electromagnetic field to heat the metal from below the surface without actually contacting the material. The electromagnetic field excites the molecules within the material, which can reduce cycle time up to two hours on thick pipe sections.
The system can be air-cooled or liquid-cooled, but for high-temperature postweld treatments, as was necessary for the sugar mill job, a liquid-cooled system was required.
Designed for preheating, hydrogen bakeout, and postheat stress-relieving applications up to 1,450 degrees F, the liquid-cooled system differs from the air-cooled system in that it houses the heating coils in flexible, liquid-cooled hoses instead of heating blankets encased in a protective Kevlar® sleeve.
The system also has a built-in temperature controller with multiple thermocouple inputs for precise and uniform heating.
The unit also provides a safer work environment compared to methods using flammable gases or high-temperature electrical components. Because the heat is generated by the electromagnetic field and affects only nearby metal, the induction coils themselves do not get hot.
A Look Back,
a Look Ahead
The decision to invest in the equipment paid off. For the joints that needed to be heated and welded in the field, the company used a propane rosebud heating method and SMAW. With those processes, it took Chico 11 hours to complete a single joint. Using the Pro-Pulse and induction heating technology in CMN's shop, it took him five hours per joint, a 55 percent improvement.
This productivity increase also pleased the welders, who were given the choice of getting paid per hour or per piece. They naturally chose piecework.

Insulating blankets are applied to the pipe beneath the induction coils. The blankets help to keep the heat in the pipe.
"Our welders were used to 12-hour days," Marisa said."On this project, they were able to earn the same income in six hours that they would normally make in 12 hours. They were very happy with the results."
CMN completed the P11 project two weeks early, in six weeks instead of eight, and reduced welding time by 55 percent. Further, every weld passed ultrasonic testing (UT) on the first try; none of the 66 joints required rework. Last, the productivity increases paid for both new systems with this job. CMN Steel Fabricators' success on the New Hope Power Partnership project has positioned the company to take on future projects using P11 and other types of high-pressure chrome-moly steel.
This is nothing new to CMN. Founded on the principle of a solid work ethic, CMN never shies away from a challenge.
"I don't remember my dad once saying we couldn't do something," said Marisa."He'd always find a way to get the job done. That determination and belief in himself made the company what it is today, and it carries over to all of our employees.
"This experience has shown us and potential employers that we are capable of welding high-pressure chrome-moly steel where all joints pass UT inspection without rework," Marisa continued."Our performance on the New Hope Power Partnership project gives us the credentials and confidence to bid on jobs involving other types of chrome-moly steel as well."

Insulating blankets are applied to the pipe beneath the induction coils. The blankets help to keep the heat in the pipe.
About the Publication

subscribe now

The Tube and Pipe Journal became the first magazine dedicated to serving the metal tube and pipe industry in 1990. Today, it remains the only North American publication devoted to this industry, and it has become the most trusted source of information for tube and pipe professionals.
start your free subscription- Stay connected from anywhere

Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
- Podcasting

In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...
- Trending Articles
1
Team Industries names director of advanced technology and manufacturing

2
Orbital tube welding webinar to be held April 23

3
Chain hoist offers 60-ft. remote control range

4
Push-feeding saw station cuts nonferrous metals

5
Corrosion-inhibiting coating can be peeled off after use
