















Contributing Writer

Often overlooked as a factor in weld quality, shielding gas can play a significant role in improving, or impeding, welding performance.
If you're reading this, you probably already know that shielding gas plays a critical role in achieving a strong, visually appealing gas metal arc weld. That's the easy part. However, why shielding gas is necessary, the practical differences between mixtures, which gases are appropriate for which applications, and how consumables and technique affect gas coverage aren't so easily understood.
The purpose of shielding gas is to keep the air atmosphere away from the weld pool. Without it, the weld pool reacts with the oxygen, nitrogen, and hydrogen that comprise the air atmosphere, as well as the microscopic particles present in the atmosphere. This reaction can lead to porosity (Figure 1) in the finished weld, which means that air bubbles get trapped inside the weld bead and can reduce the strength of the weld significantly.
Inadequate or improper shielding gas also causes excessive spatter. Although spatter does not necessarily weaken a weld, it can lead to decreased productivity as labor-hours are spent grinding and chipping it away.
Although it's the primary function of shielding gas, protecting the weld from air is far from its only function. Shielding gas also plays an important role in determining many factors in the welding process, including penetration, arc stability, mechanical properties of the finished weld, and transfer process. In fact, all other variables being the same, shielding gas alone can be the difference between a good weld and a bad weld. This is why it is so important to use consumables that effectively direct and protect the shielding gas and help you achieve the best performance from the mixture you've chosen for your application.
The four most common gases used in GMAW are argon, helium, CO2, and oxygen. Each produces specific welding characteristics that make them suitable for a variety of situations.
By far the more common of the reactive gases, CO2 also is the only one that can be used in its pure form without the addition of an inert gas. As a rule, whether mixed with other gases or in its pure form, CO2 tends to produce very deep penetration but a relatively unstable arc and excessive spatter. When used by itself, CO2 is limited to short-circuit welding processes. Mixed with at least 85 percent argon, CO2 can be used in a spray transfer mode.
Oxygen, the second most common reactive GMAW gas, usually is used in quantities of 9 percent or less. Useful for spray transfer welding on mild carbon, low-alloy, and stainless steels, oxygen tends to improve weld pool fluidity, penetration, and arc stability. Because it causes oxidation of the weld metal surface, it is not prescribed for aluminum, magnesium, copper, and other exotic metals.
Argon, the most common of the inert gases, can be used as a shielding gas for nearly any material, although it's appropriate only in its pure form with nonferrous metals such as aluminum, magnesium, and titanium. Argon tends to produce a very narrow arc cone, and, consequently, a very narrow penetration profile. When mixed with oxygen or CO2 on ferrous metals, argon greatly improves arc stability and puddle control and reduces spatter.
With a more limited scope of applications, helium primarily is used on stainless steel, normally as a trimix gas of argon and CO2, and aluminum and other nonferrous metals. Helium produces a wide, deep weld bead, and for that reason typically works well for thick sections of aluminum and other nonferrous metals. Combining helium and argon tends to bring out the best characteristics of both gases. Because it is more expensive than argon, and because it is lighter than air, helium requires a higher flow rate to adequately protect the weld puddle, and so often it is not a very cost-effective shielding gas in production environments.
Unfortunately, choosing the right shielding gas is not enough to guarantee a weld free from impurities and with the desired arc characteristics. In addition to selecting the ideal shielding gas for your application, choosing the right consumables also is important to achieve good gas coverage (Figure 2).

Figure 1 Porosity, shown on the face and interior of this weld bead, can be caused by inadequate shielding gas and can dramatically weaken the weld.
GMAW consumables—contact tip, diffuser, and nozzle—direct the gas to the weld puddle. Choosing the right consumables will depend on the application, but the end goal is always the same: successfully blocking out the external air environment.
Consumables can affect gas coverage in several ways. For example, a gas diffuser that is partially clogged with spatter restricts the airflow and causes the gas to flow at a higher rate than it should. Gas that flows with too much turbulence around the weld pool mixes with the air environment and creates impurities and porosity in the weld.
Likewise, consumables that, by virtue of their design, create a turbulent gas flow also risk allowing outside air to contaminate the weld pool. Consumables that have a built-in spatter guard produce a smoother, more uniform gas flow and protect the weld pool.
Another factor that can have an impact on gas coverage is nozzle size. High deposition and wide welds generally require a wide nozzle to ensure complete coverage of the weld pool.
Selecting the right shielding gas for your application and using high-quality consumables that help prevent blockages will help ensure all of your welds are mechanically sound and visually appealing.
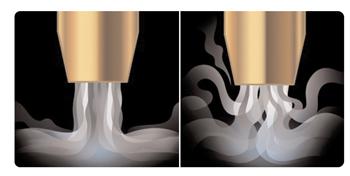
Figure 2 The graphic on the left shows good shielding gas coverage. The graphic on the right shows what happens when air is allowed to seep into and contaminate the gas.


The Welder, formerly known as Practical Welding Today, is a showcase of the real people who make the products we use and work with every day. This magazine has served the welding community in North America well for more than 20 years.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...





