















Joining GMAW and GTAW
Hybrid welding takes on a whole new meaning with new technology developments
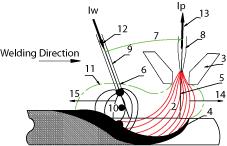
Figure 1 A new hybrid welding approach combines a plasma arc and a GMAW arc into one process. These elements detail the process: (1) workpiece; (2) plasma jet; (3) plasma nozzle; (4) melting metal; (5) plasma arc electrode axis; (6) wire axis; (7) angle between electrode's axes; (8) tungsten electrode; (9) consumable electrode (wire); (10) GMAW arc; (11) plasma; (12) wire current (Iw) direction; (13) plasma current (Ip) direction; (14) magnetic forces (F) applied to plasma arc; (15) magnetic forces (F) applied to GMAW arc.
The American Welding Society has defined "hybrid welding" as the combination of two distinct welding energy sources within a single welding process.
One form of hybrid welding combines both gas metal arc welding (GMAW), also known as MIG welding, with a gas tungsten arc welding (GTAW) process, also known as TIG or plasma welding, in one torch. An electronic interface unit containing a plasma power supply controls the hybrid process. Through the interface software, the torch can be programmed to switch between welding modes: plasma, GMAW, or combined plasma/GMAW using either the plasma or GMAW power source.
Researchers developed this hybrid technology for robotic welding applications. As a result, the equipment includes an automated torch cleaning device to minimize the need for excessive operator maintenance.
This new welding approach emerged from Israeli research that delved into hybrid welding using advanced plasma technologies. Early development of a hybrid plasma and laser process provided the groundwork for this new combination of plasma and GMAW.
Further research has revealed that this hybrid process can duplicate
the performance of conventional plasma/laser technology, but uses less energy to do so. Additionally, scientists and engineers have discovered that hybrid welding—when compared with conventional technology—can increase GMAW speeds in certain applications.
How It Works
The hybrid welding technology combines two reliable processes—plasma arc and gas metal arc—into one process.
The equipment comprises a plasma electrode within the hybrid GMAW torch. (The torch and the control interface are designed to be integrated with most robotic GMAW systems.) This electrode establishes an arc at the leading position of the welding process, and the plasma arc creates a "keyhole" within the parent material.
The GMAW arc follows and operates typically in the conduction welding mode to fill the void created by the plasma arc. The net result is that the hybrid process relies on the plasma arc for deep penetration and GMAW's high arc efficiency and metal deposition to finish the weld.
The interaction between the plasma arc flow and the GMAW arc promotes wire heating and current transfer at the anode spot (at the end of the GMAW filler wire), where the molten weld metal droplets form and subsequently detach. Magnetic force, 14 and 15 in Figure 1, results from the interaction of the electric currents passing through the two electrodes.
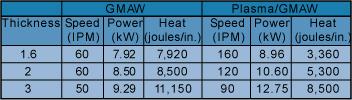
Figure 8: Test results indicated that the plasma/GMAW process delivered a narrower HAZ than a conventional GMAW torch.
The hybrid process uses a negative plasma arc electrode and a positive GMAW electrode to achieve maximum processing speed and to operate in the spray transfer mode. The magnetic force causes deflection of the plasma arc toward the front of the weld pool, compensating for the plasma arc's natural tendency to trail behind the torch axis during high-speed welding. The resultant effect is an increase in plasma arc rigidity and stability, leading to increased penetration depth and welding speed when compared with conventional GMAW technology.
Integral to the new hybrid welding technology is an arc ignition technology that eliminates the effect of the electromagnetic interference when the pilot arc is established.
A Look at Hardware
The key components of the hybrid plasma/GMAW system are:
- Torch
- Interface
- Torch cleaning device
- Conventional GMAW power supply and wire feeder
The torch is shown in Figure 2. The plasma gas is typically argon, but the GMAW shielding gas is an argon mix, depending on the material to be welded and customer specification.
The interface controls the weld process, stores multiple welding programs, monitors the welding gas flow, and allows for the adjustment of the welding gas mixture. The interface comprises the plasma arc power source, pump, and reservoir for a circulating cooling system.
A typical robotic welding cell is shown in Figure 3.
The Benefits of Hybrid Welding
Extensive welding trials and part fabrications, several of which are discussed later in this article, have demonstrated that the hybrid process can deliver numerous welding improvements when compared with conventional GMAW:
- Higher welding speeds
- Capability to produce true overlap welds—continuous or stitch/spot configurations
- Reduced part distortion because of narrower heat-affected zone (HAZ)
- Cleaner welds—less weld spatter
Figure 4 illustrates an automotive control arm and a typical hybrid weld cross section from it. The joint type was a fillet weld, and the material was 4-mm-thick A36 mild steel. The welding wire used was 0.052-in. AWS ER70S-6, and the shielding gas was 80 percent argon/20 percent CO2. Hybrid welding speed during the trials reached 60 IPM; typical GMAW speed reached 30 IPM.
Figure 5 shows a stamping and tube joined with two plasma/GMAW weldments. The joint type was a fillet weld again, but the materials were 1.8-mm JAC440P 60/60 steel and 3-mm JAC270C 60/60 steel. The welding wire used was 0.035-in. AWS E70S-3, and the shielding gas was 82 percent argon/18 percent CO2. Hybrid welding speed during trials reached 33.07 IPM; typical GMAW speed reached 14.17 IPM.
These two examples confirm that hybrid plasma/GMAW technology can produce required welds at higher welding speeds. Test organizers also observed improved penetration consistency compared with conventional GMAW under varying gap conditions.
Another benefit of the plasma/GMAW process is the ability to make pure overlap joint welds as established in several trials. It can achieve these joints because it relies on a plasma source to penetrate deeply and establish the keyhole and uses the additional energy input from the GMAW source. As commonly recognized, very few welding technologies can produce pure lap joints.
Figure 6 illustrates the overlap welding capability of the hybrid plasma/GMAW process. Three sheets of 0.9-mm SAE 409 stainless steel were joined at a processing speed of 110 IPM. The deep penetration can be seen in the lower sheet.
Figure 7 shows an automotive bumper reinforcement of high-strength boron steel that was spot welded using the plasma/GMAW process. Spot welds, stitch welds, and seam welds are possible by independently optimizing the parameters of the plasma and GMAW energy sources.
Researchers believe that hybrid plasma/GMAW can be considered as a viable alternative to laser-based welding or seam welding whenever access is limited to a single side of the workpiece.
Observers of the development of the plasma/GMAW process also have noticed reduced part distortion because of a narrower HAZ. Another observation made is the noticeable reduction in the width of discoloration in the weld zone, which researchers believe results from the hybrid process's deeper penetration and high welding speeds.
To measure the heat input and temperature distribution during hybrid welding, researchers conducted tests. Coupons with a thickness of 1.6 mm, 2 mm, and 3 mm were used for bead on plate welds. Welding power output during the GMAW and plasma/GMAW was monitored at 100 percent penetration. Figure 8 has the results.
To record the temperature distribution, researchers used 6-mm-thick coupons to create beads as if plate welding. They selected welding speeds for GMAW and plasma/GMAW to obtain the same penetration depth. K-type thermocouples were located close to the welding line to monitor temperature. The thermocouples used a data acquisition system with linearized thermocouple input modules.
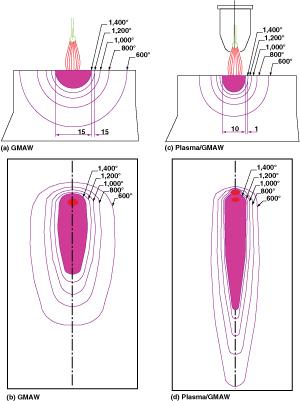
The results of these measurements for both GMAW and plasma/GMAW are shown in Figure 9. The graphic illustrates incrementally measured isotherms around the weld pool.
Figures 9a and 9c show the extrapolated temperature distribution in a transverse direction with respect to the weld line. (Note that the depth of penetration has been normalized.) Figures 9b and 9d illustrate the observed high-temperature isotherm distribution around the moving heat source.
Researchers observed that the high-temperature isotherms were much narrower with plasma/GMAW than with GMAW. Typically, narrow isotherms mean less postweld deformation.
The cleanness of the hybrid welds were noteworthy as well, according to the technology developers. Because of the welding wire anode spot stabilization in the plasma/GMAW interaction, the weld process produces a very high level of droplet formation, which contributes to low spatter and overall high cleanness (see examples in Figure 10).
This plasma/GMAW combination holds promise for high welding speed under variable gap conditions; deep weld penetration; low heat input; and versatility for most standard GMAW, plasma, and laser weld applications. However, because the plasma/GMAW process exhibits a narrower HAZ and penetrates the metal more deeply than traditional GMAW, the hybrid process does not exactly meet acceptance criteria detailed in many quality assurance documents used in industry. Currently changes are being drafted to the American Welding Society's "Specification for Automotive Weld Quality—Arc Welding of Steel" standard that will address "Hybrid Arc Welding and Weld Quality Acceptance Criteria."
Meanwhile the hybrid plasma/GMAW process is being made a part of several process development programs associated with new production launches.
About the Authors
About the Publication

subscribe now

The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription- Stay connected from anywhere

Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
- Podcasting

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...
- Trending Articles
1
AI, machine learning, and the future of metal fabrication

2
Employee ownership: The best way to ensure engagement

3
Dynamic Metal blossoms with each passing year

4
Steel industry reacts to Nucor’s new weekly published HRC price

5
Metal fabrication management: A guide for new supervisors
