















Modified GMAW for root passes
Modified process improves results on stainless, carbon steel pipe

A new, modified short-circuit transfer technology can help stainless steel pipe fabricators increase productivity to meet the growing demand for energy-related goods.
For stainless steel pipe fabricators, the good news is that the oil refining and petrochemical sector is experiencing 20 percent to 30 percent more activity per year than in the recent past, according to Cambridge Energy Research Associates.
Ethanol and biofuel plant construction, which requires large amounts of stainless pipe, is also driving up demand. In the U.S., ethanol consumption is currently 7.6 billion gallons per year and forecast to rise to 13.3 billion gallons by the end of 2008, according to the Renewable Fuels Association. The Energy Independence and Security Act, signed by President George W. Bush in 2007, expands the Renewable Fuels Standard program by requiring the use of 36 billion gallons of renewable fuel annually by 2022. The legislation specifically states that 21 billion gallons of that goal must come from advanced biofuels, including cellulosic ethanol.
The bad news? Finding qualified welders is already difficult, and it's only getting worse. To meet the growing demand, stainless pipe fabricators are working harder than ever. However, working harder has its limits. What else can stainless pipe fabricators do to increase productivity? Would an alternative welding technology help?
Pipe fabricators are particularly skeptical about short-circuit gas metal arc welding (GMAW) in general, and with good reason. With traditional short-circuit GMAW, the short circuits occur at erratic intervals and the intensity varies. The inconsistency agitates the puddle a great deal. To prevent cold lap, or lack of fusion, the operator must work hard to control and manipulate the weld puddle. High-speed video demonstrates how the short-circuit explosion causes the weld puddle to splash up and freeze on the side walls of the pipe, which is how cold lap occurs. It also leads to spatter balls and extensive cleanup.
Because it takes quite a bit of skill to produce code-quality root welds with traditional short-circuit GMAW, many contractors shun the process, and many end users do not include it in their list of approved procedures. Technology advances are changing the game.
One such advancement is a new type of GMAW intended to be a substitute for traditional GMAW and gas tungsten arc welding (GTAW) for the root pass.
How It Works
This modified short-circuit GMAW process anticipates and controls the short circuit and reduces the welding current to create a consistent metal transfer. Precisely controlled metal transfer provides uniform droplet deposition, making it easier for the welder to control the puddle. High-speed video proves that stable short circuits create only small ripples in the weld puddle, which in turn allow consistent tie-in to the side wall.
The technology uses a complex waveform to manipulate the short circuit (see Figure 1).The cycle has seven distinct phases:
- Wet. Allows the ball on the end of the wire to wet-out to the puddle.
- Pinch. The current rapidly increases to begin pinching the ball off the end of the wire.
- Clear. Current increases slightly to clear the short circuit while simultaneously monitoring for pinch detection.
- Blink. When the unit detects that the ball has pinched off, it rapidly decreases the current. The inverter shuts off and current decays before the short circuit breaks.
- Ball. The short-circuit cycle starts over by increasing the current to form at the end of the electrode.
- Background. The current decreases to a level low enough to allow a short circuit to occur.
- Preshort. If the background current exists for a relatively long time, the preshort period drops current to an even lower level to make sure the arc force does not push the puddle back (in other words, it prevents excess agitation).
What It Does
The modified short-circuit process provides several practical benefits. First, the smooth metal transfer compensates for a high-low misalignment between pipe sections. Second, smooth metal transfer creates more consistent root reinforcement on the inside of the pipe. Third, the shielding gas coming from the gun remains relatively undisturbed by the controlled transfer. As a result, enough shielding gas gets pushed through the root opening to prevent sugaring (oxidation) on the back side of the weld. Some fabricators have qualified procedures to weld some of the 300 series stainless steels without a backing gas. Because large-diameter pipes take a long time to purge, eliminating the backing gas can significantly improve productivity. It also cuts welding costs because shielding gas can be expensive.
Fourth, the modified short-circuit process maintains a consistent arc length regardless of electrode stick-out. It compensates for operators who don't hold a constant stick-out, and it enables a good view of the weld puddle.

Figure 2 A modified short-circuit GMAW process creates a root bead that matches the quality of a GTAW root bead.
Fifth, the process creates a root pass weld with a 1⁄8- to 1⁄4-in. throat. In many instances, the amount of root pass metal deposited will be sufficient to support the heat input requirements of the first pulsed GMAW or flux-cored arc welding (FCAW) fill pass. In GTAW applications, you can eliminate the hot pass, saving about $15 on a 12-in., Schedule 40 pipe.
Sixth, this is a fast process, capable of welding travel speeds of 6 to 12 inches per minute (IPM).
Good Prep Work
As with any welding process, success with this technology requires good preparation techniques.
Start with pipe joint sections that have the standard 37.5-degree bevels, for a total included angle of 75 degrees. The lands can range from a knife edge to 3⁄32 in. Use a minimum 1⁄8-in. root opening to ensure proper root reinforcement on the back side of the weld. An easy way to space the gap is with a filler metal rod that matches the desired gap size.
Tack-weld the pipe with the new GMAW process, making tacks (in this order) at the 12, 6, 3, and 9 o'clock positions. Remove the filler metal spacer after making the first tack, then check the gap with a tool designed for that purpose. Tacks on small-diameter pipe can be 1⁄4 to 1⁄2 in. long. Tacks on larger pipe may be 1 in. or longer. Note that tack welds will shrink during cooling, causing the gap to close slightly. In areas with less than a 1⁄8-in. gap, grind the joint using a 3⁄32-in. cutting wheel to open the root. Finish preparing the pass by grinding each tack weld to a feathered edge to ensure that the root pass consumes the tack weld.
Welding in the 1G Rolled Position
Start the arc in the center of a tack at about the 1:30 to 2 o'clock position. Hold the gun perpendicular to the pipe with a 5- to 10-degree drag angle. Use a 3⁄8- to 5⁄8-in. electrode stick-out. In some cases, this may require a recessed tip to help maintain correct stick-out.
Establish the weld puddle and position the electrode in the center of the weld puddle as the pipe rolls away from you (in other words, drag the weld puddle). Watch the puddle closely to ensure that it ties into the side walls. In most cases, weaving is not necessary. If the gap is greater than 3⁄16 in., you may need to weave the electrode slightly across the gap and up the side wall to bridge it.
Note that when the electrode is positioned properly in the weld puddle, the modified short-circuit process creates a muted buzzing sound that is much softer than the "crackling bacon" sound of traditional short-circuit GMAW.
Although the modified short-circuit transfer process appears colder than typical GMAW, the weld puddle fuses into the side wall and penetrates the joint because the process has calm metal transfer and a stable arc (see Figure 2 and Figure 3).
With traditional GMAW, you position the arc on the leading edge of the puddle. Do not do this with this modified process; this causes the arc to stutter, create spatter, and penetrate deeper on the inside of the pipe (note that an optimum root has about a 1⁄16-in. reinforcement). If travel speed is too slow and the electrode is positioned too far back in the puddle, the arc becomes unstable. Telltale signs are a sound more like traditional GMAW makes and a convex weld face. If you notice either of these signs, grind out the high spots to prevent lack-of-fusion areas on the next pass.
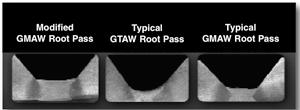
Figure 3 The face of a good root weld appears flat (neither concave nor convex), and it is thicker than a traditional GMAW root. This weld is on carbon steel; similar results occur with stainless.
If the joint is misaligned, continue to concentrate the arc in the center of the joint. Do not favor the high side of the joint; this process accommodates joints with misalignment.
Welding in the 5G Fixed Position
Begin welding in the 12 o'clock position. As with the 1G position, start the arc in the center of a tack weld using a 5- to 10-degree drag angle and a 3⁄8- to 5⁄8-in. stick-out. At the start of the weld, keep the arc in the center of the puddle, but move the electrode back and forth across the gap using a half-moon motion (with the face of the moon pointing down).
At about the 1 o'clock position, gravity starts to pull the puddle down the joint. Once gravity takes over, stop weaving and concentrate on directing the electrode into the center of the weld puddle. At about the 5 o'clock position, use a slight side-to-side motion until reaching 6 o'clock, ending the bead on the feathered tack weld. The side-to-side motion flattens the weld bead and minimizes grinding.
If the weld does not end on a tack weld (if you break the arc), the result may be a pinhole at the end of the weld. Grind out the end of the weld before resuming. After completing the root
pass, also grind out starts, stops, and high points before making the first fill pass (remember that the root pass with this modified process can eliminate the hot pass).
Five Critical Points
The techniques for welding carbon steel pipe are the same as those described here for welding stainless. However, to qualify procedures for welding 300 series stainless steel pipe without backing gas, you must do the following:
- Ensure a minimum 1⁄8-in. gap around the entire circumference of the joint. This gap allows the shielding gas to flow through to protect the back side of the joint from oxidation.
- Clean the pipe inside and outside to remove contaminants. Use a wire brush to clean at least 1 in. back from the edge of the joint.
- Use only a stainless steel wire with a high silicon content, such as a 316LSi or 308LSi. Higher silicon content helps the puddle wet out and acts as a deoxidizer.
- For optimum performance, use a trimix gas that consists of 90 percent helium, 7.5 percent argon, and 2.5 percent CO2. Alternatively, use 98 percent argon and 2 percent CO2.
- For best results, use a tapered nozzle for the root pass because it localizes the gas coverage. Tapered nozzles with built-in gas diffusers provide exceptional coverage.
Note that using the modified short-circuit process without a backing gas does produce a small amount of oxide scale on the back side of the weld, which usually flakes off as the weld cools. While within the standards for oil and petrochemical applications, it does not meet the high-purity standard associated with the pharmaceutical, semiconductor, and food and beverage industries.
Worth a Try?
Pipe fabricators have long memories. Chances are, most have tried, and many have rejected, GMAW procedures for root pass welding. However, GMAW technology continues to advance and provide better results.
About the Author
About the Publication

subscribe now

The Tube and Pipe Journal became the first magazine dedicated to serving the metal tube and pipe industry in 1990. Today, it remains the only North American publication devoted to this industry, and it has become the most trusted source of information for tube and pipe professionals.
start your free subscription- Stay connected from anywhere

Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
- Podcasting

{kind=link}
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...
- Trending Articles
1
Team Industries names director of advanced technology and manufacturing

2
Orbital tube welding webinar to be held April 23

3
Chain hoist offers 60-ft. remote control range

4
Push-feeding saw station cuts nonferrous metals

5
Corrosion-inhibiting coating can be peeled off after use
