















Development Experts

Figure 1
A new GTAW variant requires a specially designed torch out of which flows two distinct streams of shielding gas.
Over the past four decades, aluminum use in metal manufacturing has increased exponentially thanks to its strength-to-weight ratio, corrosion resistance, manufacturability, and lightweight structure for energy savings. Joining methods for aluminum include mechanical fastening, adhesive joining, soldering, brazing, friction welding, resistance spot welding, and both arc and laser welding. Many have successfully joined aluminum using various arc welding processes.
Still, welding aluminum has its challenges, especially when it comes to balancing the need for quality and high throughput; achieving both simultaneously has been elusive. Nevertheless, a new variant of gas tungsten arc welding (GTAW) could help mitigate the throughput-versus-quality tradeoff.
Challenges abound in aluminum welding, not the least of which are pre- and postcleaning and preparation and their associated costs. Aluminum welding can form oxide inclusions, pores, and cracks. The natural oxide layer on the aluminum surface is very stable, has a high melting point, and therefore is difficult to remove. If not removed properly with mechanical, chemical, or electrical methods, these oxides tend to appear as inclusions, compromising weld integrity. This tough oxide layer also can cause lack of fusion.
Hydrogen—with its high solubility in the molten state and low solubility in its solid state—forms bubbles during solidification, which can turn into pores if the weld isn’t degassed properly. Hydrogen can originate from the wire, workpiece, or the atmosphere or shielding gas. Hydrogen contamination can be caused by oils, grease, paint, lubricants, and other hydrocarbons present on the weld surface.
Traces of moisture during aluminum welding can cause similar problems. The moisture can come from the gas supply, if improperly installed, as well as from hydroxides released in the aluminum-oxide layer on the workpiece surface.
Aluminum’s low melting point and high thermal conductivity—being five and two times higher than steel’s, respectively—add to the welding challenges. Although high powers can improve penetration, they also can compromise aluminum’s alloying chemistry and microstructure. High solidification shrinkage adds to these challenges. All this makes choosing the proper filler wire very critical, because adding the appropriate alloying elements reduces the weld’s crack sensitivity.
Aluminum can be joined with a number of arc welding processes. Two methods dominate: gas metal arc welding (GMAW) and gas tungsten arc welding (GTAW), and each has its advantages and disadvantages.
GMAW—typically used in pulse mode (and rarely in AC-pulsed mode)— offers high throughput. Pulsed GMAW, or GMAW-P, operates with the consumable wire connected to the positive pole of the power source. This efficiently heats and melts the wire (high melting rate means high welding speeds) and at the same time allows for cathodic cleaning of the aluminum weld surface.
Spatter and soot from evaporation of alloying elements are typically observed on the outer edges of the weld bead, especially when the process is not under proper control. Overheating the wire and ignition problems during the starting phase can cause spatter and soot as well. The soot comes from the condensation of magnesium oxide and other contaminants on the workpiece.
Aluminum welding without the proper controls can cause pores, cracks, and undercuts in the resulting joint. Pre- and postweld preparation is a must, and high filler wire consumption is typical. Quite often welders make process adjustments to save on wire cost. GMAW also emits fume that calls for adequate safety measures.
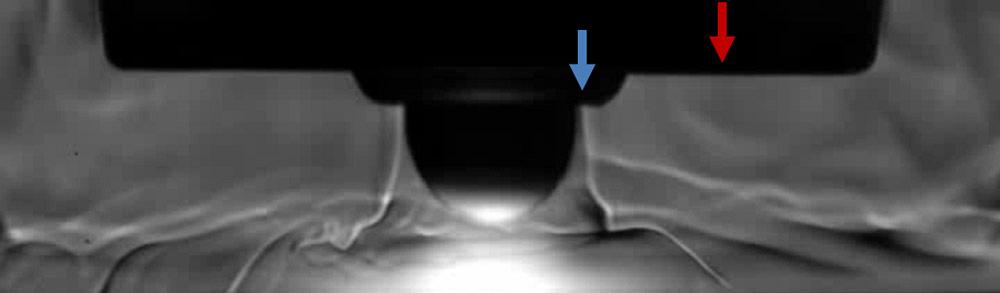
Figure 2
A high-speed visualization of the arc shows the focus gas (blue arrow) and shield gas (red arrow) flows. The image was taken at 30,000 frames per second.
Welders can use GTAW in the direct current electrode negative (DCEN) and DC electrode positive (DCEP) polarities, or they can use alternating current (AC). DCEP offers the best cleaning of the aluminum oxides, but currents are limited to 80-100 amps because of the excessive heat deposited into the electrode. This makes the process industrially impractical as tungsten inclusions make their way into the weld.
DCEN can be used only with very high amounts of helium to remove oxides. The high helium content can cause ignition problems. And using a lot of helium can be an issue for the cost-conscious fabricator.
Most fabricators use AC with GTAW to weld aluminum. But the risk of tungsten inclusion is still present, and the noise that comes with GTAW-AC still can be an issue.
Of course, to weld aluminum successfully requires the right gas. All of these aluminum welding processes can use argon, an all-around versatile gas. Adding helium can increase speed and penetration, and using doped gas mixtures with active elements can help stabilize the process even further.
Still, considering all these variables, most fabricators who weld aluminum have two choices: high quality with GTAW or high productivity with GMAW.
A new variant on GTAW, dubbed ARCLINE® Plus Pole, may be able to help eliminate the trade-off between high quality and process throughput. Using a special torch (see Figure 1), the process is now being used for mechanized and robotic applications, and lower-powered versions will be available for manual welding applications.
The GTAW variant employs two gas streams. The outer shielding gas stream (the red arrow in Figure 2) uses argon to protect the process from the surrounding atmosphere. The inner gas stream, called the focusing gas (the blue arrow in Figure 2) focuses around the electrode to constrict and stabilize the arc. This improves the delivery of heat to a localized space without necessarily increasing the total energy that’s transferred into the welded plate.
The focusing gas is a doped gas mixture, which can be composed of argon or argon-helium mixtures with active components (in parts-per-million quantities) of either oxygen or nitric oxide. These components further stabilize the arc and constrict it. The focusing gas is designed to improve penetration (see Figure 3).
A direct-cooled torch and electrode enable this process to use DCEP at currents up to 450 amps. The excessive heat load on the electrode and torch are, therefore, no longer an issue. The new process eliminates the risk of tungsten inclusions and prevents ball formation at the electrode tip.
According to recent tests, the process pushes speeds to 79 inches per minute (IPM) on 0.0787-in.-thick plate, compared to 16 IPM with GMAW or 10 IPM with GTAW-AC. Similarly, it welds 16 IPM on 0.236-in.-thick material, compared to 12 IPM using GMAW and 7 IPM with GTAW-AC. Industrial fabricators have reported similar throughput levels on the shop floor. According to reports, such increases are accomplished while achieving weld qualities matching GTAW (see Figure 4).
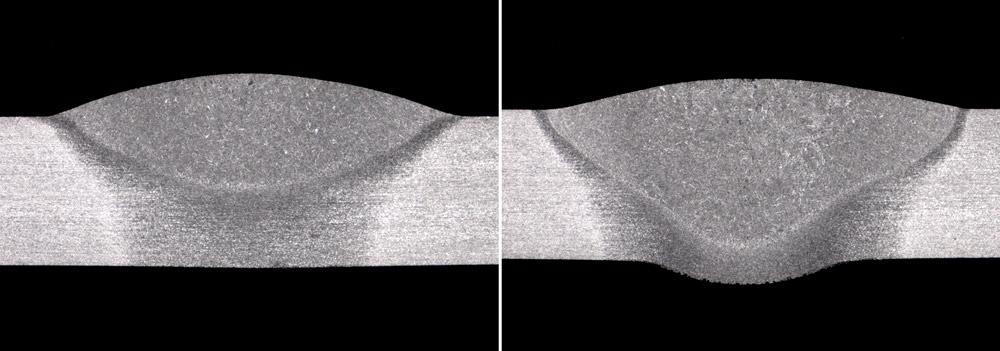
Figure 3
These welding cross sections (without focus gas on left, with focus gas on right) illustrate the change in penetration depth. The welds were made at 275 amps in 0.236-in.-thick plate at 18 inches per minute with a wire feed speed of 23 feet per minute.
Welding at these speeds cleans the oxide layers using the proper cleaning polarity. The high speed also lowers heat input and so causes less distortion. In tests, the resulting weld surfaces required no postweld cleaning.
According to test results, the process has a wide operating window and is able to produce good welds using various speeds and currents. Also according to these results, both in the laboratory and in the field, the process requires no edge preparation in materials up to 0.236 in. And like conventional GTAW, this GTAW variant emits a very low level of particulate fumes, without the high-pitched screech of GTAW-AC.
This new aluminum welding technology has an array of potential applications, including transportation, aerospace, construction, building, shipbuilding, pipework, vessel building, and other industrial manufacturing sectors. It is possible to weld multiple joint types with various orientations.
In short, this GTAW process variant has big potential in the aluminum welding arena. The basic ideas behind it—constricting and stabilizing the GTAW arc with two gas streams and streamlining the process’s heat transfer characteristics—may help welders overcome the common hurdles to making a clean weld joint in aluminum.

Figure 4
The butt joint on the left was made in 0.236-in.-thick plate using the ARCLINE® Plus Pole process, a variant of GTAW, at more than 16 inches per minute with full penetration. The joint in the middle was made in the same material with GMAW at 11.4 IPM, and the joint on the right was made with GTAW-AC at 7 IPM.

The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...





