















Contributing Writer
 |
Brazing is a versatile process used in many industries to join materials permanently. Repair brazing is an essential part of the industry and usually is done for one of two reasons—to braze repair parts in-house before they are released to customers and to perform repairs on brazed components that have worn out in service.
The former involves in-house quality assurance programs designed to detect braze defects before they get out the door. The latter involves brazed components worn out from corrosion, erosion, or fatigue (thermal and/or mechanical) in cyclic service, resulting in surfaces that are cracked, pitted, or eroded.
Sometimes, brazing repairs must be performed when defective parts are found after the initial joining process but before they are shipped to the customer. This is the most desirable time to track down defects.
It's not acceptable to rely on customers to perform parts inspections for braze defects after parts are received. An in-house inspection process should be robust and thorough enough to catch any braze defects before parts are shipped. This is accomplished by visual inspection, first and foremost, because it's the simplest inspection method to use. Then, if necessary, one or more nondestructive testing (NDT) procedures, such as pressure or ultrasonic testing or radiographic inspection, can be performed. Using penetrant inspection to check brazed joints is not recommended because it is ineffective for these joints and should be used only on fusion welds.
Three leading causes of in-house braze defects are poor part fit-up, poor joint design, and shrinkage cracks. Poor-fit-up defects and shrinkage cracks can be repaired with a proper understanding of how to go about it. However, defects caused by poor joint design can lead to futile attempts at repair, the results of which may be questionable at best. Therefore, if it is suspected that poor joint design has caused a braze defect, it's best to have the part redesigned using the design guidelines discussed in detail in the American Welding Society's Brazing Handbook.
Poor Parts Fit-up. Some people erroneously believe that brazing filler metals (BFMs) will bridge gaps of almost any size. Actually, good braze practice calls for 0.001 to 0.005 inch of clearance in the joint at brazing temperature.
This author has seen joints in which the gaps are many times this size, some even approaching 0.030 inch or more. These wide joint gaps can be caused by carelessness, poor manufacturing practices, or simply an improper understanding of what is required in a good braze. BFMs rarely can fill such wide gaps the first time through the brazing cycle, and then the common method of repair is to send the parts through the brazing cycle a second, or even a third, time until enough BFM is cast into the joint to bridge the gap so it finally can pass visual inspection.
Many brazing specs allow for these multiple runs through brazing operations to fill brazing gaps. This is not only poor practice but also a waste of time and money, because customers rarely pay for multiple runs through a braze cycle.
 |
| Figure 1: By keeping brazing gaps to 0.001 to 0.005 inch, many brazing problems can be eliminated. |
The answer is to ensure that parts have proper fit-up and gap clearance initially so the applied BFM will fill the joint completely the first time through the brazing cycle without a need to rerun the parts. By keeping brazing gaps to 0.001 to 0.005 inch (see Figure 1), many brazing problems can be eliminated.
Shrinkage Cracks. Sometimes, parts that appear to have been brazed correctly still show cracks in the joint after brazing when visually inspected. This occurs when there is a large difference in the thermal expansion rates between the two metals being joined. Then, as the parts cool from the brazing temperature and the two component parts try to return to their room temperature dimensions, much strain is placed on the BFM. Because no BFM realistically can stretch more than 50 percent, it may be ripped apart as the brazed assembly is cooled and the two base metals contract at different rates.
This occurs in tubular assemblies when the higher-expansion material is the inner member of the assembly, (as shown in Figure 2), because the inner member wants to pull away from the outer member when cooling, literally pulling the joint apart. To eliminate this problem initially, the higher-expansion material should be made the outer member of the tubular construction so that the joint goes into compression on cooling.
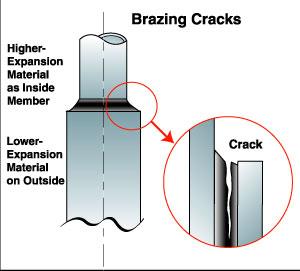 |
| Figure 2: Because no BFM realistically can stretch more than 50 percent, it may be ripped apart as the brazed assembly is cooled and the two base metals contract at different rates. In tubular assemblies, this is seen when the higher-expansion material is the inner member of the assembly, as illustrated. |
If the situation requires that the higher-expansion material be the inner member, and cracking does occur as a result, it may be possible to repair cracks by applying a lower-melting BFM over them and rebrazing the assembly at the lower temperature required to melt this second BFM. Because the first BFM will not remelt, the cracks may be healed by this technique if the parts are very clean before rebrazing and the cracks have not been contaminated. This repair technique will work only if the cracks are discovered during visual inspection of the parts. If cracks are discovered only because a penetrant inspection has been performed, it will be virtually impossible to repair them because the penetrant compounds may not be removed adequately from the cracks.
Even when the proper BFM is selected with the end-use service conditions in mind, very severe service conditions (such as high temperature, thermal cycling, shock, vibration, and thus fatigue) and corrosive environments still may damage brazed assemblies, leading to situations in which periodic braze repair procedures are needed.
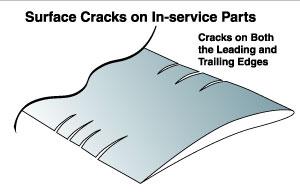 |
| Figure 3: Brazing can repair a damaged surface, in which surface cracks have developed in service, as long as certain procedures are followed. |
Cleaning and Surface Preparation. Good cleaning and surface preparation are extremely important. Cleaning may not be too difficult on the outside surfaces of a part but can be very difficult on the inside surfaces of a deep, thin surface crack. First, the oil, grease, and dirt must be removed with suitable water- or solvent-based degreasing techniques, and then the surface oxides can be dealt with. This sequence never should be reversed.
Some surface oils, greases, and fuel residues are so tenacious (such as synthetic silicon-based lubricants allowed to dry on parts) that they must be burned off at high temperatures. Care must be taken so that the brazing furnace does not become contaminated by burnoff. Certain commercial furnaces are manufactured just for the purpose of burning off such oily surface contaminants.
Next, the surface oxides can be removed by acid pickling baths, grit blasting the surfaces, or heating in a hydrogen- or fluoride-atmosphere furnace. Acid pickling always should be followed by a clean-water rinse. The pickling solution must be matched to the base metals being cleaned. The base metal vendor can provide guidelines for this.
Grit blasting can remove surface oxides effectively, but surface warping from the blasting process should be avoided. Many grit-blasting products are available, but nonmetallics or oxide materials never should be used for grit blasting surfaces to be brazed. All blasting media will leave some kind of surface residue on the parts, which will affect surface brazeability. Nonmetallics leave voids in the brazed joint, and oxide materials (aluminum oxide grit) can render the surface totally nonbrazeable.
Heating in a dry hydrogen atmosphere (-60 degrees F dew point or drier) to about 2,000 degrees can be effective for cleaning many parts. However, if the oxides are extremely difficult to remove and are contained in deep cracks (such as aerospace vanes and blades), then the best way to clean them is in a commercial fluoride-ion atmosphere (commonly known as f-cleaning), which can strip away very tenacious aluminum- and titanium-oxide layers. Only after surfaces have been stripped thoroughly of all contaminants should any attempt at rebrazing the assemblies be made.
Application of BFM. To repair cracks in worn surfaces, it often is necessary to braze gaps that are 0.030 inch or more wide. This is extremely difficult using only BFM and often also requires special gap-filling compounds (GFCs), which may be packed directly into the crack before application of the BFM or mixed into the BFM paste ahead of time.
These GFCs are not intended to be melted. They fill up the space in a gap or crack. The BFM then flows around the GFCs in the joint, and they are bound in place in the gap. GFCs usually are superalloy base metal powders such as INCONEL® alloy or HASTELLOY®, but also can be regular stainless steel powders or even carbon steel.
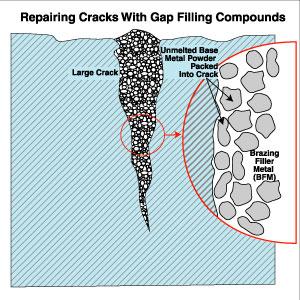 |
| Figure 4: Packing the GFC into the crack ahead of time is most desirable because more GFC can be packed into the gap (50 percent or more of the gap volume) than when the GFC is premixed into the BFM paste. |
The GFC should be chosen to match the base metal being repaired, keeping in mind the corrosive conditions to be encountered in service. As shown in Figure 4, packing the GFC into the crack ahead of time is most desirable because more GFC can be packed into the gap (50 percent or more of the gap volume) than when the GFC is premixed into the BFM paste. (Usually no more than about 20 percent maximum by weight is possible when put in the BFM paste.)
Sufficient BFM then is applied on top of the GFC so that when the heat is applied to the joint during the repair, the BFM will melt and flow around the GFC particles in the joint, forming a strong joint in only one repair cycle instead of the two or three cycles that may be required if the GFC were not used. The repaired gap or crack also will be much stronger than large gaps repaired without a GFC.
Heat Cycle. For adequate parts repair, the BFM must melt and completely fill the gap to be repaired without excess BFM, because excess BFM merely will run down the outside of the part by gravity and necessitate extra cleanup. It can, in some instances, ruin parts by flowing into critical areas such as threads or special wear surfaces.
Because BFM flows toward the hottest surface areas, the heating method used should be such that the interior of the cracks draws the BFM into the joint by capillary action before the BFM flashes out over the hot external surfaces of the part being repaired. This may require heating cracked surfaces from the underside of the part to draw the BFM down through the crack toward the source of heat; in furnace brazing, it may require masking or special methods of BFM application.
Inspection. The most important inspection technique immediately after brazing is visual. Much can be determined about completeness of braze coverage—that all cracks have been filled and all surfaces show good wetting by the BFM.
To verify integrity of the inside of the joint, pressure testing with helium and a mass spectrometer followed by hydrostatic testing with air to pinpoint leaks is very effective. If additional tests are required, either radiographic or ultrasonic inspection may be performed. Brazing is an important way to repair components for field service, and when the process is understood and handled properly, the repaired assemblies should look and perform just as well as new parts.


The Welder, formerly known as Practical Welding Today, is a showcase of the real people who make the products we use and work with every day. This magazine has served the welding community in North America well for more than 20 years.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...





