















Contributing Writer
Tool and die welding can be a very lucrative service for a fab shop to offer. However, tool and die welders are a rare breed because of lack of knowledge about the process and the extra expense for a shop.
Gas tungsten arc welding (GTAW) frequently is used for tool and die welding applications because of the high quality required. Two secrets of this specialized welding have been proven continually for 40 years. These secrets, which were passed on to me by a retiring metallurgist, are:
1. The importance of understanding hardness.
2. Economical selection of welding wires.
I first learned of a modified stainless steel filler metal called 502 while working with different kinds of exotic tool steels while welding small military missiles that were later blown up in hydrostatic testing. This 502 could be used on a variety of tool steels for heat treatment because it performed similarly to the parent metal welding wires.
When welding tools and dies, it's preferred to have a thermostatically controlled furnace for pre- and postheating the part to be welded. Ideally, you also should have a welding filler metal on hand for every type of tool steel coming into your shop. The tool steels vary from water-, oil-, and air-hardening to high-speed, shock-resisting, special-purpose, mold, and high-carbon steels.
Standard practice says the filler always should match the parent material. This extra shop expense and a general lack of tool and die welding knowledge often have precluded the average one-person shop owner from adding this lucrative service to his or her business.However, it is important to remember that the metal stamping company with a worn or chipped $10,000 punch may be more than happy to pay more than your hourly shop rate to save that tool.
I used only three 1/16-inch-thick by 36-inch-long welding wires in my business--4130 rod, 502 modified stainless steel, and Eureka 2. The 4130 filler metal provided an as-welded Rockwell C (RC) hardness scale of 45. The 502 filler provided 58 RC. Eureka 2 provided 62 RC, and other 62-RC filler metals are available to replace this now-obsolete filler metal.
You always should ask the diemaker what hardness is desired, because he or she knows the application for which it will be used.
These three as-welded hardnesses were sufficient for all of our customers' requirements. One customer stamped small and large artillery shells using deep drawing; another made stamped hardware parts, such as washers, for the aircraft industry. My favorite customer kept us busy with commercial products like hinges, drawer slides, restaurant hardware, and table bases.
It is helpful to use temperature-indicating devices. I often used 500- and 600-degree temperature-indicating sticks. You can use a large oxyacetylene Rosebud torch, an air-powered natural gas torch, or a less-expensive propane weed burner torch found in local hardware stores for heat treatment.
Our shop used all three in a 2-foot-square box lined with firebrick.
The part should be preheated until the 500-degree stick melts when wiped on the tool. Then, lessen the heat until the temperature has soaked in. We used the 600-degree sticks for larger parts--15 pounds or more.
You should stop frequently during welding and add more heat to maintain the temperature closely. After welding, the temperature should be increased to 500 degrees and the part allowed to cool on the back of the weld table, away from drafts. It also could be put back in the firebox. I once worked with a mold so large that it was placed on the shop floor and surrounded by firebricks.
We used GTAW exclusively for this type of tool and die work because of the infinite foot control of the amperage and because we easily could add or withhold the amount of filler rod as needed.
Small stringer beads were the norm because they caused less thermal shock and stress to the part. The sequence of weld beads was important. We always staggered 2-inch weld beads as far apart as possible. For example, on a shear blade, the first small bead should be placed in the middle, the next beads on each end, and the next halfway between the previous beads.
This sequence should be used until the job is completed, always lightly peening each weld with a ball-peen hammer. This method never loads too much stress in one area, and eventually the final welds are on a previous weld bead, meaning less stress.
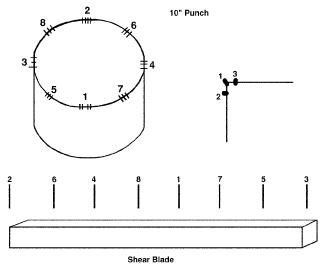 |
| Figure 1: This is a punch welded with 502 and used for stamping. Note the welding sequence. |
Sometimes, a transverse crack appeared at the end of a weld. Such cracks always should be ground out, and the part should be brought back to temperature before repairing this area and continuing the normal welding application.
Most of the tool and die welding I did was performed with 502 for various reasons. Most tools to be repaired are used for shearing or punching, and 502 is tough yet ductile. It can be used to join most dissimilar metals, a handy characteristic because many diemakers build composite tools (for example, a 4130 body to a cutting edge of D2).
Type 502 is compatible with many heat treatment requirements. Sometimes a diemaker wants something soft to be used on a mold. After asking him or her more questions, I'd either use 4130 if the diemaker was pressure-molding metal, or I'd use triple deoxidized mild steel wire.
The wire producing a 62 RC rarely was used unless it was specifically requested. It was used on hundreds of multifluted milling machine cutters that were worn down and then reground after welding.
Figure 1shows a punch welded with 502 and used for stamping 1/4- by 10-inch disks. The customer bought scrap, and sometimes 4130 was mixed in. It was rewelded several times through the years.
Also, my customers never requested postwelding heat treatment, and I don't feel that it's necessary in most cases.
Some might say that this is an oversimplification of a unique and difficult process, but these were the guidelines that we used, and they can provide a good starting point for fab shops that want to initiate tool and die welding services.


The Welder, formerly known as Practical Welding Today, is a showcase of the real people who make the products we use and work with every day. This magazine has served the welding community in North America well for more than 20 years.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...





