















AWS CWI, CWE, NDE Level III

“Gimmee some of them welding rods! You know … the ones for welding steel.”
This is a common statement heard at a welding supply distributor’s sales counter or over a phone call. It sounds unbelievable, but it really does happen. Even if customers are asking for a “coated electrode,” they still call it a “welding rod.”
Let’s clear that up right away. A coated electrode is just that. It is not a welding rod.Any filler metal that current passes through and creates an arc is an electrode. A welding rod requires another source of heat for welding. This is where the “ER” came in a few years ago. The ER is now the standard for filler metals that can be used as a rod or an electrode, as we will see later in this article.
Let’s begin with a common rod material that also is used as an electrode. The classification ER70S-3 can be used as a rod when the form is a 36-in. (common) long rod that is used for gas tungsten arc welding (GTAW). The same specification (A5.18) and the classification ER70S-3 is also used for gas metal arc welding (GMAW), on a spool, as an electrode.
For GTAW, a nonconsumable tungsten electrode provides the heat for the welding rod, and for GMAW, the current passing through the wire causes it to be an electrode. This may seem a bit elementary for those who have had training in welding technology, but even longtime welders have not been exposed to the nomenclature that is required for the CWI examination. The nomenclature is really important in the fundamental section.
The carbon steel rods for the oxyacetylene welding (OAW) process are very limited. Among the remaining uses for this process are repairing steel parts and equipment. Automotive body shops once used it exclusively for welding sheet metal. With the advent of the super-small-diameter wires, the GMAW process has taken over that application. However, OAW is still popular for arts and crafts and widely used for brazing and soldering.
The AWS specification for the carbon steel rods for OAW is A5.2. The AWS classifications are as follows:
R45—My preference is RG45 for “rod for gas,” which I believe is more definitive. The tensile requirement is approximately 45,000 PSI. There is no elongation requirement. About the same as a coat hanger, this was the favorite body shop rod. Note: The elongation of a weld coupon is customarily stated as “elongation in 2,” instead of “1” as in the OAW filler metals.
R60-RG60 has a tensile requirement of 60,000 PSI and elongation of 20 percent in 1 in.
R65-RG65 has a tensile requirement of 65,000 PSI and elongation of 18 percent in 1 in.
R100-RG100 has a tensile requirement of 100,000 PSI and elongation of 14 percent in 1 in.
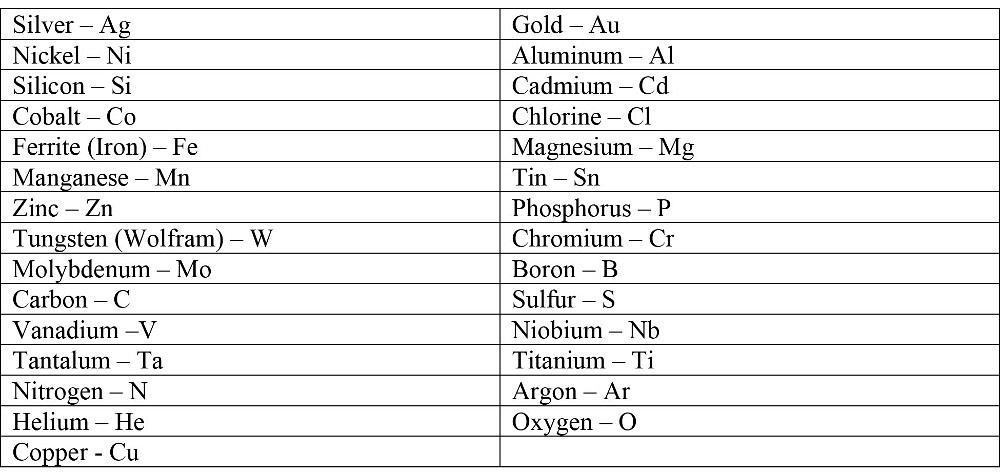
Figure 1: Symbols for the elements in the rods discussed in this article.
Torch brazing is not nearly as popular as it once was or still could be. Those of us who are familiar with the possibilities of this process recognize the need to publicize its uses and the alloys available. These alloys are great for buildup and bearing surfaces, as well as joining difficult materials, especially the thinner materials. I had an instructor at Allstate Institute for Advanced Welding who was a cast iron joining and repair specialist. He said, “When all else fails, braze it!”
The CWI test most likely will not have many questions referring to these rods, but who knows? Only the shadow and those composing the test questions!
One of the reasons we are going into so much detail with the chemical composition is that a section on the test covers metallurgy. The repetition of discussion for these elements may seem redundant, but the more you see them, the more easily you remember them. The symbols for the elements in the rods we are discussing are shown in Figure 1.
These symbols also show up in the periodic table (Figure 2).
The AWS specification for all the next rods we will discuss is A5.8. Their classifications are as follows.
Silver Alloys
BAg-1 is an Ag brazing alloy containing Cd, Zn, and Cu. The rods containing Cd may not be used in equipment for food processing. It is also questionable whether to use Zn-bearing alloys. The most desirable advantage of this alloy is the melting point of 1,145 to 1,400 degrees F.
BAg-8 contains only Ag and Cu and may be used in food processing equipment. The melting point for this alloy is higher at 1,435 to 1,650 degrees F.
BAg-23 comprises only Ag (85 percent) and Mn. This alloy often is used for surfacing and creating a bearing surface. The melting point is 1,780 to 1,900 degrees F.
Gold Alloys
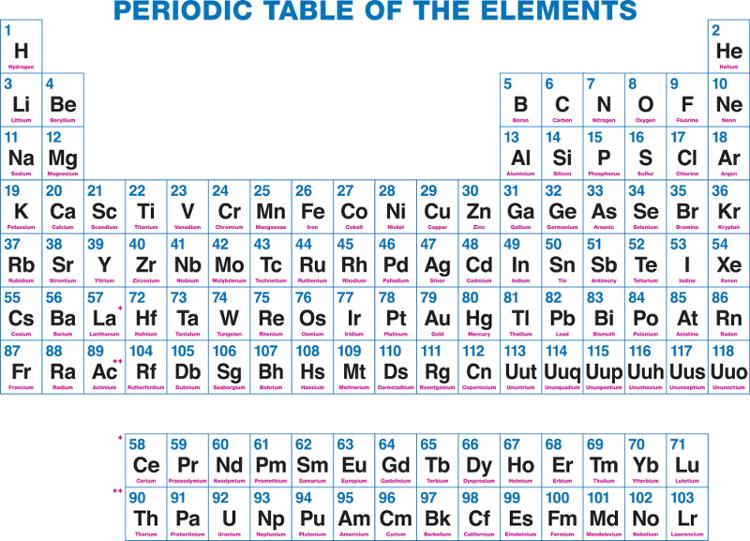
Figure 2: Periodic table of elements.
BAu-4 has 82 percent Au and 18 percent Ni. It is a fairly good choice for repairing gold items, such as jewelry, and electronic connections. The melting point is relatively high at 1,740 to 1, 840 degrees F, temperatures that require a very small tip and extreme skill.
Aluminum-Magnesium Alloys
BAlSi-2 comprises 91.5 percent Al, 7 percent Si, and 1.5 percent Fe. It has a relatively low melting point at 1,110 to 1,150 degrees F and can be used to join 1100 Al which is known as “pure” Al.
BAlSi-11 has 87 percent Al, 10 percent Si, and 3 percent Mg. The Mg increases the tensile strength.
BMg-1 contains 88 percent Mg, 2 percent Zn, 1 percent Mn, and 9 percent Al. This alloy is akin to “mag wheels” and can be used to repair small nicks in these wheels. It also is used to repair loading ramps made of Mg.
Copper Alloys
BCu-1 comprises 99.9 percent Cu and is referred to as “pure” copper. Used mainly for items that conduct electricity, it has a somewhat high melting point at 2,000 to 2,100 degrees F. This brazing operation requires a larger tip and rapid deposition because of heat dissipation from the part to be brazed.
RBCuZn-A contains 59 percent Cu, 41 percent Zn, and 1 percent Sn. The melting point is 1,670 to 1,750 degrees F. This alloy usually has a flux coating and is considered all-purpose.
BCuP-1 has 95 percent Cu and 5 percent P. Referred to as “phos-copper,” these alloys are used primarily in the plumbing industry.
BCuP-4 comprises 87 percent Cu, 6 percent Ag, and 7 percent P. The melting point is 1,275 to 1,450 degrees F. It also is commonly flux-coated and popular for its low melting point.
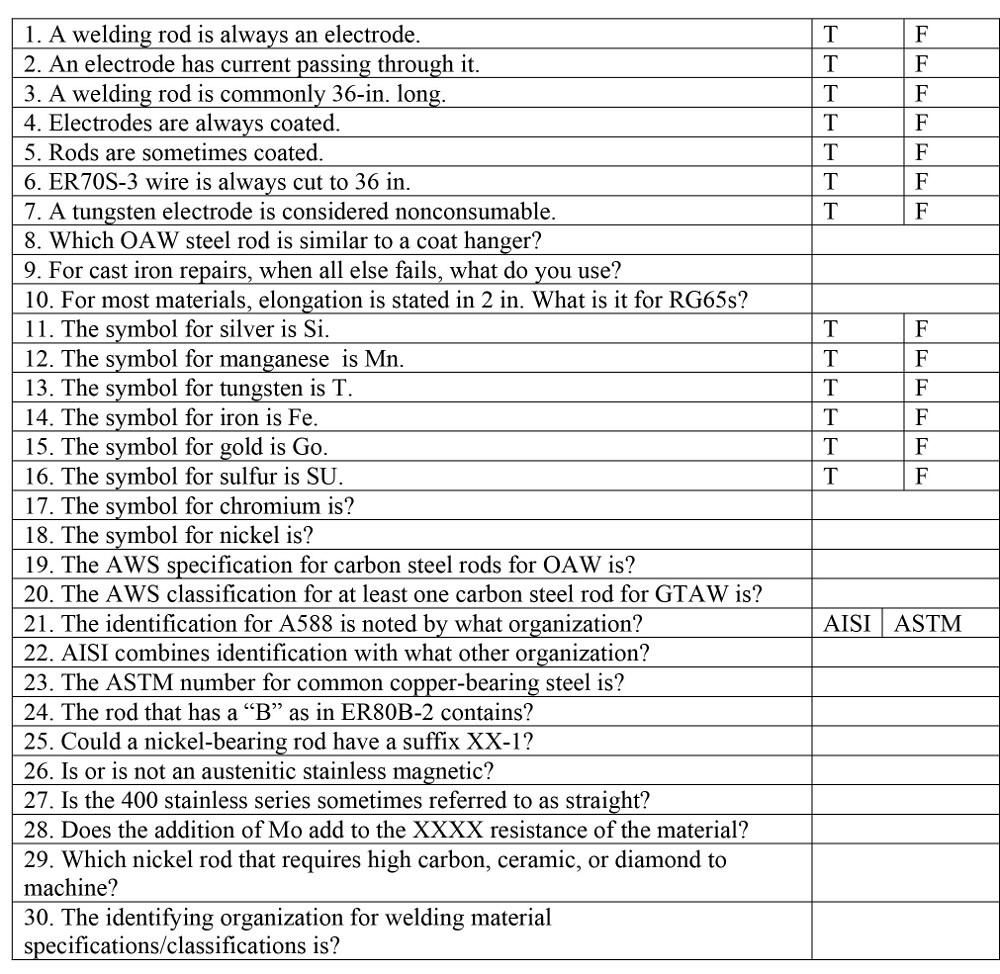
Figure 3: Sample quiz on the material in this article. Answers can be found at the end of the article.
Nickel and Cobalt Alloys
The AWS specification for this group of rods is A5.13.
Nickel and cobalt alloys are used for overlay and hardsurfacing. The Stoody Company®, now Stoody Deloro, has been the leader in this area for many years. Notice the Cr, Ba, Co, and W that we have not seen in the previous brazing rods. These elements cause the melting temperature to be higher than most of the other rods and increase their hardness and wearability. The hardness may reach as high as 60 RC. The Ni content adds to the toughness and slightly reduces the brittleness.
BNi-1 has 73.5 percent Ni, 14 percent Cr, 3 percent B, 4.5 percent Si, and 5 percent Fe. The melting point is 1,950 to 2,200 degrees F. Since the major element is Ni, this rod is referred to as “nickel-based.”
BNi-10 comprises 63 percent Ni, 12 percent Cr, 2.5 percent B, 3.5 percent Si, 3 percent Fe, and 16 percent W. The melting point is 2,100 to 2,200 degrees F.
BCo-1 contains 16 percent Ni, 19 percent Cr, 1 percent Fe, 4 percent W, and 60 percent Co. This rod is referred to as “cobalt-based.” The melting point is 2,100 to 2,250 degrees F.
As the hardness increases, so does the melting point. These rods often are used in high-heat conditions, such as heat treating furnaces.
This concludes the OAW and torch brazing rod section. There are many more rods that are not covered by an AWS specification or classification.
The specification for carbon steel rods is A5.18, the same as the carbon steel wires for GMAW.
ER70S-2 is the most popular carbon steel rod for GTAW. It is used most often with a sharpened EWTH-2 (2 percent thoriated) tungsten electrode and 100 percent Ar.
It comprises 0.07 percent maximum C, 0.90-1.40 percent Mn, 0.035 percent maximum S, 0.40-0.70 percent Si, 0.0025 percent P, and 0.50 percent Cu maximum. The minimum tensile requirement is 72,000 PSI.
ER70S-6 is the second most popular GTAW carbon steel rod. This rod has more variation in the chemical composition requirements. In some cases this is advantageous and in others it is a disadvantageous. The increase in C and Mn may cause surface hardness if multiple passes (three or more) are applied. These elements do not remain constant with the Ar gas, and the more passes that are applied, the higher the percentage in the final passes.
This rod contains 0.06-0.015 percent C, 1.40-1.85 percent Mn (some companies require 1.60 percent less due to the scenario above), 0.035 percent S maximum, 0.80-1.15 percent Si, 0.025 percent P maximum, and 0.50 percent Cu maximum. The minimum tensile requirement is 72,000 PSI.
The next few rods are considered high-strength, low-alloy (HSLA) rods. The AWS specification is A5.28.
ER90S-B9 is suitable for use in elevated-temperature conditions. It is often referred to as 9 chrome moly (chromium and molybdenum). The main reason that I am including this one in the mix is because of its elements.
This rod contains 0.08-0.13 percent C, 0.40 percent Mn, 0.15-0.50 Si, 0.010 percent S maximum, 0.010 percent P, 8.5-9.5 percent Cr, 0.40-0.80 percent Ni, 0.85-1.10 percent Mo, 0.03-0.08 percent Nb, 0.15-0.25 percent V, 0.03-0.07 percent N, 0.10 percent Cu maximum, and 0.40 percent Al maximum.
ER100S-G can produce tensile strength of 100,000 PSI or even greater. The “G” designates the ability of the producer and the end user to determine the chemical content, which can be varied to suit the usage. The reason for putting this one in the mix is to depict the G nomenclature. This rod is used most often for welding ASTM A514, AISI/SAE 4130, and AISI/SAE 8620. It typically comprises 0.10 percent C, 1.55 percent Mn, 0.88 percent Ni, 0.48 percent Mo, 0.27 percent Cr, 0.057 percent Si maximum, and 0.001 percent S. Note that these are not AWS requirements, but are custom requirements as agreed upon by the producer and user.
ER80S-B2 is designed primarily for use in welding the Cr-Mo materials. The 1.25 percent Cr and 0.50 percent Mo alloys are the most prominent. In the field, these are referred to as “one and a quarter chrome and a half moly.” The “B,” as in “B2,” refers to the Mo content.
This rod contains 0.07-0.12 percent C, 0.45 percent Mn, 0.05 percent Si, 1.00 percent Cr, 0.45-0.65 percent Mo, 0.025 percent S maximum, 0.025 percent P, and 0.035 percent Cu.
ER80S-D2 is a high-strength rod with up to 80,000 PSI tensile strength. It is commonly referred to as “manganese moly” because of its higher Mn and Mo content. This one is included to show that the “D” indicates high Mn content.
This rod contains 0.07 percent C, 1.60 percent Mn, 0.50-0.80 percent Si, 0.025 percent S maximum, 0.025 percent P maximum, 0.50 percent Cu, 0.15 percent Ni maximum, and 0.40 percent Mo maximum.
ER80S-Ni1 is used to join materials that are referred to as “weathering steel.” The most common use is for ASTM A588. It has corrosion rates relatively close to those of A588, commonly called “CorTen®.”
This rod comprises 0.12 percent C, 1.25 percent Mn maximum, 0.40 – 0.80 percent Si, 0.80 -1.10 percent Ni, 0.15 percent Cr, 0.035 percent Mo maximum, 0.025 percent S, 0.025 percent P maximum, 0.05 percent V maximum, and 0.035 percent Cu. The combination of the Ni, Cr, and Cu accommodates the low corrosion rate of A588, which is a Cu-bearing steel.
This is the last of the AWS A5.28 HSLA rods that we will discuss. Hopefully, this section has explained the suffixes and the chemical content that will be useful in the fundamental and the metallurgy section of the CWI test. (A sample test (Figure 3) is included in this article.)
We will not get into the chemical content as deeply in this section as in previous sections, except where there are specific elements that define the rods’ usage. The term “stainless steel” does not necessarily mean that all the material is bright and shiny. There are three basic types of stainless steel, and some of the more recently discovered ones are proving to be extremely valuable in the energy industry. The 300 series stainless is “austenitic.” I once had an instructor who said to remember this descriptor with improper grammar. Austenitic begins with an “A” so we can say it “a”in’t magnetic. The specification for the 300 series is AWS A5.9.
ER307 is a special-purpose alloy that is a very recent addition to the 300 series. This one was developed for automotive exhaust systems. The basic elements Cr and Ni are almost the same as ER308. Adding 3.30 percent Mn and 0.5 percent Mo increases heat and creep resistance, which are critical for today’s exhaust systems that are much hotter than those of the past. This rod also is used for joining dissimilar metals. The “L” grades are intended to reduce intergranular stress corrosion. The “H” grades are for improvement at elevated temperatures. The C allowance is somewhat higher than in the other rods.
ER308 is the most commonly use austenitic rod. It was formerly referred to as 18-8. This was in reference to its 18 percent Cr and 8 percent Ni. This rod comes in several variations.
ER308L is a low- C rod, which has a limit of 0.03 percent maximum C that resists sensitization corrosion.
ER308H is designed for use in elevated-temperature conditions for components such as boiler tube shields that protect the tubes from the fireside of the boiler.
ER308LSI is designed for improved weldability. The 0.03 percent C maximum is the same as the ER308L, but the added 0.65-1.00 percent Si provides a better wetting action in the puddle, especially at the toe of the weld.
ER309 is universally known for its ability to join dissimilar stainlesses and other dissimilar materials. There also are some variations in the 309 group of rods.
ER309L is also a low-C (0.03 percent maximum) rod that has a slightly higher Cr of 23-25 percent, and the Ni content is 12-14 percent.
ER309LMo is used to prevent pitting in a halide atmosphere. The addition of 2-3 percent Mo also adds to the elevated-temperature scaling.
ER310 formerly was referred to as “25-20.” Obviously, this in reference to the 25 percent Cr and the 20 percent Ni. In addition to the increase in Mn of 1.0-2.5 percent, the allowable C content also is increased to 0.08-0.15 percent. This rod provides good heat resistance and is commonly used for heat shields in furnaces.
ER312 is another rod often used in welding dissimilar materials. It sometimes is used to weld cast iron. Some suppliers used it for “trick welding” to demonstrate its abilities, like welding a file to low-carbon steel. It contains more Cr than most of the other rods at 28-32 percent.
ER316 and ER316L both are designed primarily to prevent corrosion. They provide excellent resistance to carbide precipitation and intergranular corrosion cracking.
317L is very similar to the ER316 group, but differs in the slightly higher Mo content at 3-4 percent. This alloy is commonly used in the food processing industry.
ER320LR is used primarily for welding alloy 20 that is commonly referred to as “Carpenter 20.” The increased Ni content of 32-36 percent and 0.25 percent maximum C add to the tensile strength, but decrease the weldability. Some pipefitters call it a nightmare to weld. It is difficult if proper procedures are not followed.
ER330 is designed for elevated temperatures up to 1,800 degrees F. It is used in heat-treating and other furnace environments. The Ni and allowable C content are very similar to those of the ER320LR.
ER347 is used for welding ASTM 347 and ASTM 321. The addition of Nb and Ta reduces the probability for C migration into the HAZ. These elements also reduce the intergranular stress corrosion problem.
ER385 is one of the growing numbers of super austenitics. It is one of the few that resist corrosion attack by sulfuric and phosphorus acids. It is higher in Mo at 4.2-5.2 percent and provides tensile strength up to 110,000 PSI.
ER630 is used for pump impellers and shafts. The addition of 3.25-4 percent Cu enhances the usability in underwater conditions. It also has 0.15-0.30 percent Nb to combat intergranular corrosion and C migration.
ER2209 is referred to as a “duplex” stainless. This rod contains a fair amount of Mo at 2.5-3.5 percent. Its N content makes it a good choice for surface corrosion resistance. Used to weld ASTM alloy 2205, this rod is not totally austenitic; its higher Fe content causes it to be magnetic.
ER2594 is another super duplex rod that also contains Fe. It is used to weld the super duplex alloys, such as ASTM A2507 and ZERON® 100. The main differing element is W at 1 percent maximum.
These base materials are identified by AISI (American Iron and Steel Institute) and SAE (Society of Automotive Engineers).
ER409 is a ferritic stainless. This material is sometimes called “straight chrome” stainless. Like the ER307, it is used in the automobile exhaust field for catalytic converters that must withstand very high temperatures. Warning: Do not park a vehicle with a hot catalytic converter on dry grass! Not only the grass but the vehicle may be destroyed!
The ER409-Ti alloy has Ti added to minimize cracking during and after heat treating. Multiple-pass welding with this rod is not recommended.
ER410 is a martensitic alloy. Remember that austenitic ain’t magnetic, and now we have martensitic that begins with “M” and is magnetic. These alloys require a minimum preheat of 400 degrees F and a slow cooling or heat treatment process.
ER420 is a high-C modification of ER410. Its higher C and slightly higher Cr content increase its hardenability.
These alloys and rods are very important and we will discuss a few of them and their uses. The specification for these rods is AWS A5.15.
ERNiFe-Cl is designed to make repair welds on most cast iron material. It is machinable only with carbide tools, ceramic tools, or diamond tools.
ERNi-Cl also is used for cast iron repairs and welding cast iron to other steels. It is more easily machined than ERNiFe-Cl.
The AWS specification for the next four rods is A5.14.
ERNi-1 is nearly pure Ni at 93 percent. It may be used for joining dissimilar metals and overlay on cast iron and other materials. It is also used to weld Nickel 200 and 201.
ERNiCrMo-4 is excellent for resistance to pitting, stress corrosion cracking, and crevice corrosion. It is ideal for vessels containing organic acids. Once referred to as “Hastelloy® C,” it now is commonly called “C276.”
ERCuNi is very similar to INCO’s MONEL®. It may be used to join Nickel 200 and any Cu-Ni alloys.
ERNiCrMo-3 is extremely versatile for welding most Ni and stainless alloys. It is especially good for joining duplex materials.
Now is the important part. What have you learned? Take the test in Figure 3. The answers are below.
Answers:

AWS CWI, CWE, NDE Level III
Weld Inspection & Consulting


The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...





