















AWS CWI, CWE, NDE Level III
Figure 1 -- The most frequently referenced codes and standards.
Understanding codes and standards is very important for becoming a welding inspector. I highly recommend that you participate in the Code Clinics offered by the American Welding Society (AWS).
Nearly every job that requires inspection references a code or standard. Some codes have standards built in, such as Section IX of the ASME Boiler and Pressure Vessel Code. The American Petroleum Institute’s API 1104 is referred to as a standard, not a code. AWS produces both codes and standards. These three entities publish the most frequently referenced codes and standards in the U.S. (Figure 1).
The ASME Section IX is referred to as the Qualification Standard for Welding and Brazing Procedures, Welders, Brazers, and Welding and Brazing Operators. Unlike some of the other codes and standards, this is not a “code of construction. If used when taking the certified welding inspector’s exam, it must be accompanied by a code of construction. The most often referenced ASME codes of construction are Section VIII, Division I or II, for unfired pressure vessels; Section I for fired pressure vessels and piping; and B31.X series for piping of different types, for example, pressure or process piping.
The API 1104 is the Standard for Welding Pipelines and Related Facilities. It includes destructive and nondestructive testing methods and requirements for results. This standard differs from the other codes and standards in the testing methods for procedures and welders. The “nick break” is one of the tests that differentiates it from others. Also, tensile tests are required for welder qualification, as well as procedure qualification. The other codes and standards do not require tensile testing for welder qualification, only for procedure testing.
In most cases, the AWS codes and standards are industry-specific. The most familiar one is the D1.1 Structural code. It has grown from a few pages to more than 600, including the index, and is a very challenging document for most users. Even some welding engineers do not fully comprehend all of the information in the book. This is the main reason that I strongly suggest that anyone who is using or plans to use this code for the CWI examination should participate in the Code Clinic.
It is commonly believed that if someone can comprehend one code or standard, he or she can read and understand any of them. This is not necessarily true. Fortunately, Annexes and Commentaries in the material help, but they are too time-consuming in a timed test setting. Again, the Code Clinic is a must.
The code and standard portion of the CWI examination is the shortest in terms of time allowed. Some refer to it as the easiest. A lot of this speculation is based on which code or standard is used during the test. As stated previously, the ASME and AWS codes are very big, but their content is not much different from that of the API standard, which is much smaller.
The basic principles are much the same in all the codes and standards. All present the usable material types and the nomenclature for each metal. ASME uses “P” numbers for grouping the base materials. It also uses the Unified Numbering System (UNS) in some cases. The P number is an essential variable for a welding procedure specification (WPS).
Some groups of P numbers can be combined for use in WPSs and welder qualification test records (WQTR). For instance, a welder qualified for P-1 material (mild steel) may be qualified to weld P-1 through P-15, P-34, and P-41 through P-49 materials provided other essential variables are not violated.
In recent years AWS has begun using “M” numbers in some of its codes. It still is using the American Society for Testing and Materials (ASTM) numbers in the D1.1 Structural code.
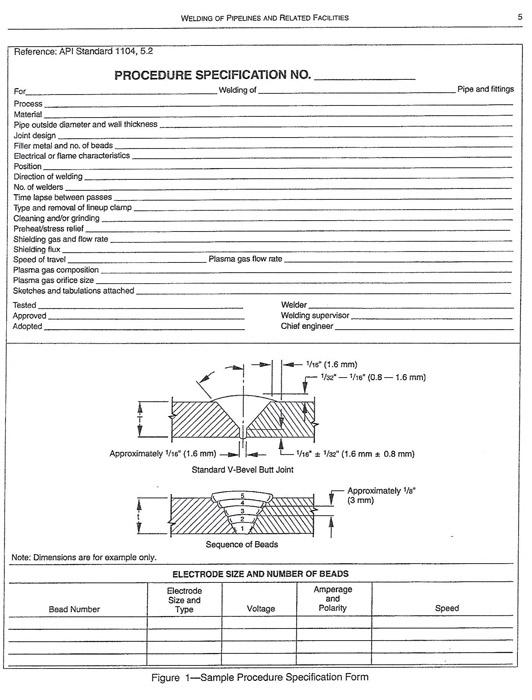
Figure 2 -- API Procedure Specification.
The API 1104 standard uses the yield strength to identify base materials. Groupings also are provided in this standard. The lowest group is 42,000 PSI and below; others are 42,000 to 65,000 PSI and greater than or equal to 65,000 PSI.
AP 1104 also references the filler metal specifications, classifications, and groupings for the various processes. At last there is some cooperation between the codes and standards. The industry has decided that it is not feasible to duplicate all of the welding material nomenclature. AWS has established these numbers and letters for many years, and the other codes and standards are sensible for using them.
ASME is still a little stubborn when it comes to filler metal and electrode specifications. For instance, an AWS A5.20 is referred to as SFA-5.20 in the ASME code. Any shop that performs ASME code work must use the ASME nomenclature or a nonconformance will be invoked. Its filler metal groupings are by “F” numbers, which also is an essential variable for WPSs and WQTRs.
The API Standard 1104 uses the standard AWS terminology for the specifications and classifications of welding materials. However, it does have its own weld metal grouping system that is similar to the F numbers in ASME and the Roman numeral system that AWS uses.
You will be taking your own code or standard to the examination. This is advantageous in that you may tab the sections and make your own notations for the things you want to remember.
No matter which code or standard you decide to use, each has the same basic sections. Due to time and space limitations, the standard that this article references is API 1104. For the study of this article, please forget my statement in previous articles that there is no such thing as a butt weld, only butt joints. This standard often refers to “butt welds.”
1. The title page. A question on my examination asked how the code or standard was identified. For the API code, it is a Standard for Welding of Pipelines and Related Facilities. For AWS D1.1, it is the Structural Welding Code for Steel. For ASME Section IX, it is described as Qualification Standard for Welding and Brazing Procedures, Welders, Brazers and Welding and Brazing Operators. It is a section of the ASME Boiler and Pressure Vessel Code. This may sound trivial, but it is not.
2. The contents pages. In case you misplaced a tab or did not tab the section you are looking for, these pages are very helpful.
3. Terms and Definitions section. You should not only tab this section, but also study it thoroughly. Some candidates no doubt are familiar with these items, but they are not the same in all codes and standards.
4. The small paragraph titled 4.1, Equipment. API 1104 is very specific in stating that the equipment used in the qualification of the procedure “shall” be safe and capable of making the type of weld described in the WPS and the welder qualification test. Even the flame characteristics must be the same when gas welding procedures and welder qualifications are being made.
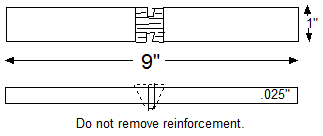
Figure 3 -- Nick break coupon prep.
5. Section 4, Materials. This section covers materials, including some very specific rules and the use of API specification 5L, which depicts the wall thicknesses, material strength, and other pertinent information for piping. The ASTM specification also is referenced in this section, and the chemical composition and production methods are noted.
“Type and Size,” the title for filler metals, is a bit confusing in that there are no references to size. The A5 specification of AWS is spelled out clearly, and the word “shall” is noted for their use. There is also a waiver stating that “other filler metals may be used provided that they are qualified.”
This section also addresses storing and handling of filler metals and fluxes, but does not go as far as AWS or ASME codes. Neither the set temperature for storage nor the amount of time the material is allowed to be exposed to the atmosphere is specified in this section as they are in the AWS and ASME codes. The section states that coated materials must be protected from moisture and may not be used if a sign of damage or deterioration is shown.
Another part of this standard that is a bit different from the other codes and standards is the shielding gas section. It identifies the types of gases and requires that they be qualified to the material type and the welding process. Also, requirements for storage and storage containers are noted in this section. “Gases shall not be mixed in the field” is an excellent rule.
6. Section 5. This section describes all of the requirements for qualifying welding procedures, including the essential variables. Study this section very carefully, and do not confuse these requirements with the other codes and standards. For instance, the number of beads and bead sequence is a requirement not stated in the other codes and standards. Another difference is that the API requires “time between passes” to be recorded (Figure 2).
Watch for the nick break test and how it is to be performed (Figure 3). This test is not found in the other codes and standards. Section 5, paragraph 5.6.3 describes exactly how to cut the nick and how to determine whether the coupon meets the requirements in 5.6.3.3.
The API’s “Tensile Strength Test” is different from the other codes in that the preparation of the specification is not cut the same way, and the root, or face, reinforcement, is not removed (Figure 4).
Fillet welds are to be broken in the weld “by any convenient method.” This statement has been a question on nearly all of my students’ examinations.
7. Section 6. This section also is another one that is different from the other codes and standards. The same information is found in Section 6.1 through 6.3. Perhaps the most significant difference is that there are two major types of welder qualifications: single and multiple.
For single qualification, the test is to be made on two pipe nipples like ASME or AWS. They may be welded in the 2G, 5G, or 6G position.
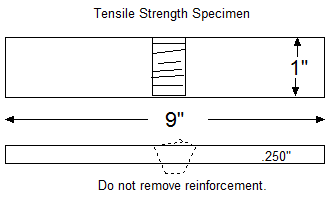
Figure 4 -- Tensile test coupon prep.
A multiple qualification requires you to prepare a branch connection by cutting a hole in the run pipe and welding in the branch connection. The run pipe shall include a test like the single qualification test, and then the branch connection must be made. The pipe for a multiple qualification test must be at least 6.625 in. in diameter and have a wall thickness of 0.250 in.
Another noteworthy difference is the number of specimens cut from a pipe for a WPS and a welder qualification. The number of specimens to be cut is based partially on the pipe size. The procedure qualification pipe requires more specimens than the welder qualification pipe. Notice that the individual specimens are tested in different ways. Some are for nick breaks, some are guided bends, and some are to be tensile tests (Figure 5).
You may be tested by radiography at the discretion of the company. If there are unavoidable reasons for failure, you may be given a second opportunity to test. Another test will not be allowed until proof of further training is presented. The results of the tests must meet all the requirements of Section 9.3. The company must maintain a list of the qualified welders. A retest may be required if there is a question about your competence.
8. Section 7. This section covers requirements for the design and preparation of joints for production welding. In general, the material must be clean and free from laminations, tears, grease, and other contaminants that may adversely affect the weld quality. The joint design shall be the same as the WPS requirement.
The allowance for alignment is stated in paragraph 7.2. The maximum deviation is 1/8 in., unless the pipe ends vary in roundness or diameter. Hammering can be used, but it must be kept to a minimum.
Lineup clamps also can be used within the allowances described in the WPS. If clamp removal is allowed by the WPS before the root bead is completed, the bead must be evenly spaced around the complete diameter of the pipe. The total of the segments shall be equal to 50 percent of the pipe’s diameter.
This section describes the clearance of the pipe from the ground; cleaning between beads; welding position; and the number of filler and cover beads. The identification of the welder who made the welds and the preheat and postweld heat treatment also are described in Section 7.
9. Section 8. This section covers inspecting and testing production welds. The frequency and type of inspection is at the discretion of the company. Inspector qualifications are based on education and experience, training, and the results of any qualification examinations (AWS CWI is acceptable).
10. Section 9. The acceptance standards for nondestructive testing are found in this section. The methods described are visual, radiographic, magnetic particle, liquid penetrant, and ultrasonic. >i>“Nondestructive testing shall not be used to select welds that will be subjected to destructive.” This has been a question on almost all my students’ examinations.
All of the common types of defects are described in Section 9—slag, porosity (and types of), misalignment, incomplete penetration, incomplete fusion, cold lap, and internal concavity. Remember all these terms and be ready to look them up on figures 18, 19, and 20 in Section 9.
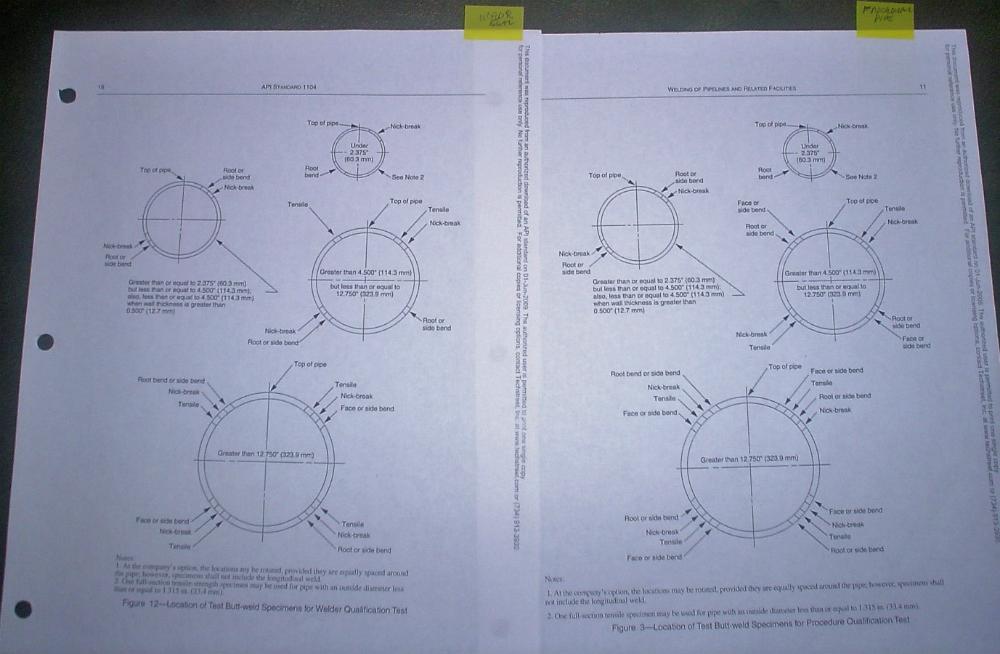
Figure 5 -- The procedure qualification pipe requires more specimens than the welder qualification pipe. Notice that the individual specimens are tested in different ways. Some are for nick breaks, some are guided bends, and some are to be tensile tests.
11. Section 10. This section covers the methods for repairing and removing defects. Know these methods because they are not the same as in other codes and standards. Note that root and filler bead repairs require approval of the company and a repair procedure. A repair to the cover pass or passes need not be approved by the company. All repairs must be made under the supervision of a qualified repair welding technician.
12. Section 11. This section comprises all the nondestructive testing methods. Pay particular attention to the Image Quality Indicator (IQI) section, which is referenced on nearly all the CWI examinations. The wire type or the hole type is addressed in this section.
All the nondestructive test methods must be agreed upon by the company and the testing agency.
13. Section 12. A must to tab and to study in-depth, Section 12 notes everything required for the WPS. These requirements are exclusive to the API 1104 standard. This section also references the welder qualification and welding operators in-depth.
14. Section 13. This section references the various processes individually and details the essential variables for each.
The appendices are in-depth descriptions of every part of the standards. It is a good idea to study them in relation to the sections described in this article.
The next and final segment of this series (Part VI) will focus on Part B of the examination. This seems to be the section with the highest failure rate.

AWS CWI, CWE, NDE Level III
Weld Inspection & Consulting


The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
In this podcast episode, Brian Steel, CEO of Cadrex Manufacturing, discusses the challenges of acquiring, merging, and integrating...





