















Welding Instructor, Internship Coordinator, Co-Department Head, Welding Engineering Technology

Figure 1
Shielded metal arc welding may not be the first welding process a welder learns in school, but it is still a valuable skill to have. Demand for such skills could really take off with a resurgence in heavy-duty fabricating activities in the U.S.
Oscar Kjellberg invented the world’s first coated welding electrode in 1904 by dipping a bare wire into a mixture of carbonates (including wood pulp, or cellulose) and silicates to act as a binder. While advances in metallurgy, electrode coating composition, and manufacturing techniques continue to this day, the fundamental principles of shielded metal arc welding (SMAW), also commonly known as stick welding, remain. The electrode coating provides:
Just because a process is old doesn’t mean it’s not relevant. SMAW electrodes account for about 20 percent of the filler metal market. The quantity of electrodes consumed, estimated at about 150 million to 200 million pounds in North America, split between low-hydrogen and other types, has remained relatively constant for the last five years (see Figure 1). This consistent demand for SMAW electrodes supports the premise that every application has a welding process that works best, and when to comes to situations that require portability and simplicity, SMAW offers the most benefits, which are summarized Figure 2.
The core wire in an SMAW electrode can be a solid drawn rod, a cast material, or a fabricated core wire. The core wire conducts electric current to the arc to melt the base metal and provides the filler material for the welding joint. The core wire may or may not be alloyed. Typical core wire grades include carbon steel for mild steel and low-alloy electrodes and 304L, 308L, 309L, and 316L stainless core wire for stainless steel electrodes.
Many specialty wires also are available, including aluminum and those for buildup and hardfacing. These electrodes have a core wire composition that complements the coating and electrode design for the classification and application.
The three primary categories of electrodes—cellulose, rutile, and basic (low-hydrogen)—obtain their name from the coating type. Electrode coatings help optimize performance for various applications by influencing how quickly the slag freezes; penetration (deep, medium, or mild); and deposition rate. The coating also contributes to good arc initiation, easy restrikes, puddle control, and a stable arc with minimal spatter.
Cellulosic. The coating on a cellulosic electrode contains up to 30 percent or more wood flour. The coating is relatively thin (12 to 15 percent of the electrode’s diameter) and produces a thin, easily removable, fast-freezing slag suitable for all-position welding, including vertical-up and vertical-down. Cellulosic electrodes provide a digging/driving arc with deep penetration (see Figure 3). The weld puddle wets and spreads well, demonstrates excellent mechanical properties, and has distinctive ripples. Cellulosic electrodes include E6010, E7010, and E6011, which are typically used for pipe, barges, farm repairs, maintenance work, and dirty plate.
Rutile. Rutile is a mineral composed primarily of titanium dioxide. Rutile electrodes such as E6013, E7014, and XXX-16 class stainless steel electrodes offer a soft arc with lighter penetration than cellulosic electrodes. The slag is easily controlled, and the arc ignites and restrikes easily, offering greater welder appeal. They typically are used in general fabrication applications where mechanical properties for critical weldments are not required.
Basic. Basic electrodes offer an arc with medium penetration and excellent mechanical properties. The coating is low-hydrogen iron powder, TiO2, CaCO3, and CaF2 (calcium fluoride). The coating is of medium thickness, and the addition of iron powder increases deposition. It freezes relatively fast to enable flat, horizontal, vertical-up, and overhead welding. Basic electrodes such as E7018 are used for critical welds in structural steel construction, bridges, ships, and offshore oil and gas applications where mechanical properties are important.
Figure 4 is a summary of electrodes, characteristics, and composition.
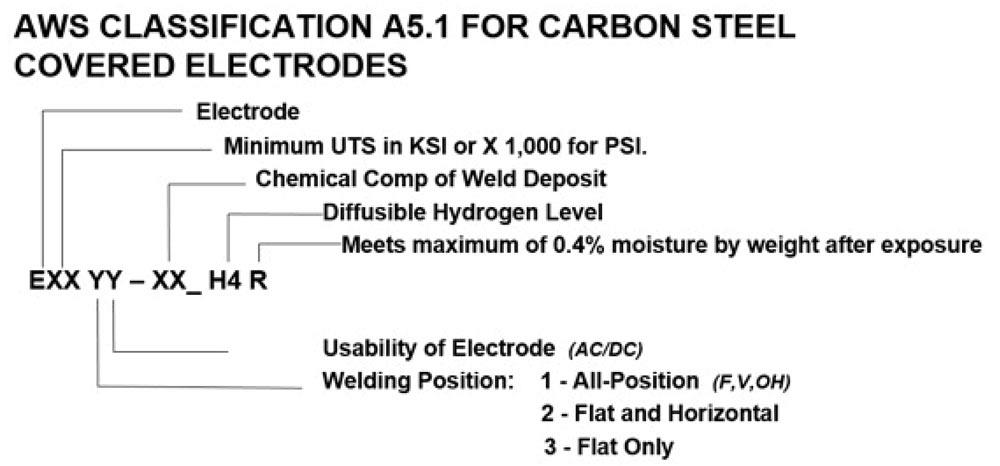
So far electrodes have been referred to by their AWS classification, a letter-number combination that conveys essential information and is printed on the side of the electrode (see Figure 5). Taking E7018 as an example:
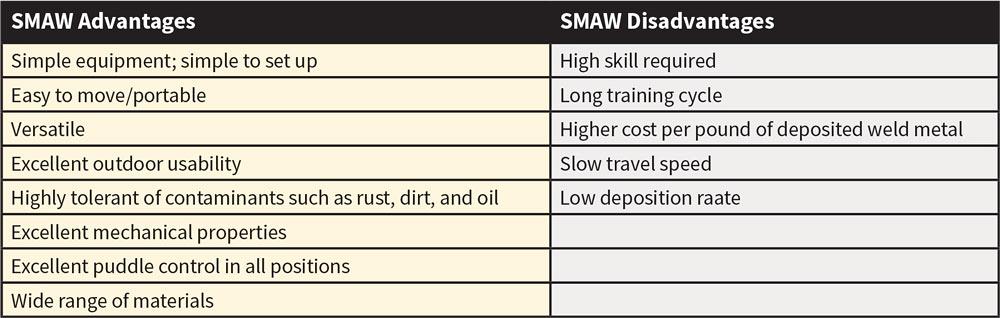
Figure 2
SMAW may not be the most productive welding process, but it is extremely versatile in that it can be applied almost anywhere and can deliver a solid joint.
70 = Minimum strength, in this case a
tensile strength greater than 70,000 PSI1 = All-position welding capabilities
8 = Characteristics noted in Fig. 2,
especially that it runs on AC or DC+ current
H4 = Diffusible hydrogen level
R = Maximum of 0.4 percent moisture
by weight after exposure
Electrode color is mostly cosmetic and often results from oxides that become part of the slag system. Don’t select an electrode by its color; confirm the AWS classification and/or electrode name by looking at the printing on the coating. For the curious, colors signify the following:

Figure 3
Cellulosic electrodes produce a thin, easily removable slag layer (the operator just brushed his glove over this bead) and distinctive bead ripples.
Green = chrome oxide
White = titanium oxide
Blue = cobalt oxide
Tan = zinc ferrite and iron oxide
The thickness of the coating on an electrode can range from thin (E6010) to thick (E7024) depending on whether the coating is designed to produce a fast-freezing slag system or contribute filler and alloying elements. Regardless of thickness, a quality electrode has a concentric coating (see Figure 6). Otherwise, the arc may wander to one side. During welding, a coating crater helps to concentrate and direct arc force and molten metal. When the coating is not concentric to the core wire, the electrode burns unevenly, leaving a projection on the side where the coating is the heaviest. This condition is often referred to as fingernailing. Symptoms include poor arc direction, inconsistent weld beads, poor shielding, and lack of penetration.
Today operators see E7018 electrodes with an H4R designation printed on the coating, which indicates that it can be used up to nine hours after being removed from the hermetically sealed packaging and still deposit weld metal with less than 4 milliliters of diffusible hydrogen per 100 grams of deposited weld metal and have a moisture absorption of less than 0.4 percent in the coating after exposure. When using them over an eight-hour shift, you do not need to be concerned that these H4R electrodes (see Figure 7) have absorbed excess atmospheric moisture, which could promote hydrogen cracking and minimize the need for a heated rod caddy.
That said, all electrodes require proper storage and reconditioning. The primary culprit of poor electrode performance is moisture. Too much moisture in an E7018 electrode could lead to hydrogen cracking. Any open container should be stored at 225 to 300 degrees F. If needed, low-hydrogen electrodes can be reconditioned by baking in a rod oven for one hour at 700 degrees F. Always store low-hydrogen electrodes separately, and do not store them in the same rod oven with other electrodes.
With cellulosic electrodes, which have 4 to 6 percent moisture in their coating (compared to 0.4 percent in an E7018 H4R), too little moisture might prevent the coating from producing adequate shielding gas and result in poor performance. Store EXX10 and EXX11 at room temperature in an airtight container. Rutile electrodes (EXX12, EXX13, EXX14, and EXX24) should be stored at 100 to 150 degrees F.
If you suspect electrodes are old, best discard them and buy fresh. While smaller packages cost more per pound, at least they are not going to waste.
Reviewing all the requirements for selecting SMAW power sources by various applications needs to be the subject of a separate article, especially when considering engine-driven welding machines. However, as the current focus is on electrode composition, the connection between electrodes and the controls commonly found on many popular inverter-based power sources should be noted. Some of these controls include electrode selection, adjustable hot start, and adjustable arc force.
Electrode selection controls enable you to, with the simple push of a button or turn of a knob, automatically optimize the machine’s volt/amp curve and arc characteristics for specific electrodes (see Figure 8). Common selections include those that differentiate between basic, rutile, and cellulosic electrodes. Previously you had to select a particular machine and adjust various fine and coarse controls to obtain the desired performance and characteristics.
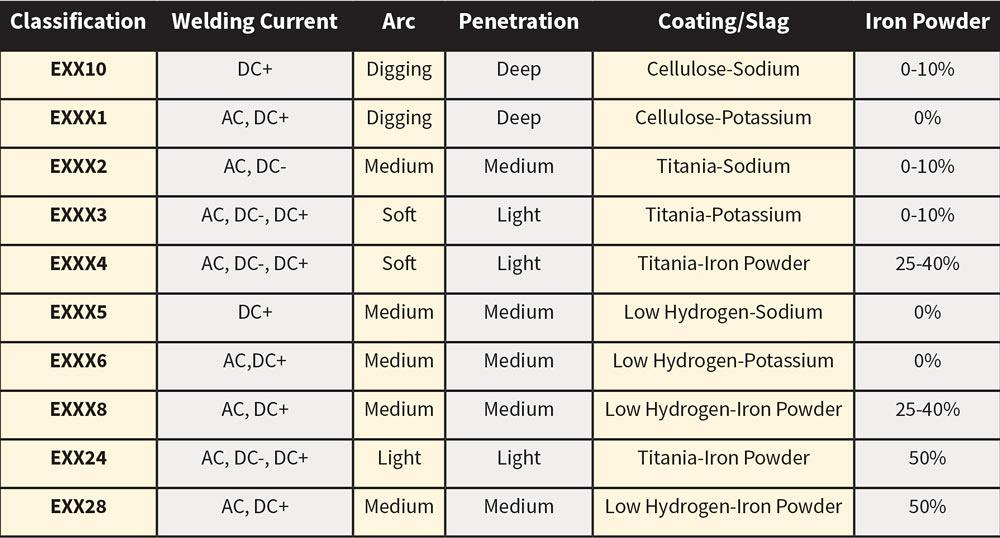
Figure 4
Because of its ability to work well in vertical-up and overhead welding applications, low-hydrogen electrodes are the most widely used consumables when it comes to SMAW.
Hot start increases current beyond the set value for a few milliseconds to help establish the arc. Because E6010 and E6013 electrodes light easily, they do not need much assistance; E7018 electrodes benefit from a hot start.
Arc force control increases amperage when the voltage drops below a certain threshold, which enables you to push the electrode into the joint without the electrode sticking. Because of their driving arc, E6010 electrodes do not need much additional control intervention. E7018 electrodes, however, can benefit from higher arc force values. When experimenting, start with low or neutral values and gradually increase the amount by 5 or 10 percentage points.
Note that cellulosic electrodes require more voltage than other electrodes. Further, if you use what is called a “whip and pause” technique for welding vertical-up, arc length changes, and the welding power source needs to keep the arc established. Because of this, power sources good for running E6010 electrodes share two characteristics. First, they have a high open-circuit voltage (OCV), which is voltage at the electrode before the arc is struck (no current is being drawn). A frequent analogy is that OCV—and remember that voltage provides electrical pressure—is like a garden hose with the water turned on and before the nozzle is opened. A power source that provides good electrical pressure ensures better arc starts.
Second, good power sources for E6010 have a large inductor. An inductor resists change in electric current passing through it. They are said to “hold power” or act as a “power reserve” to keep the arc established as you manipulate the electrode. Conventional power sources and welding generators use large magnetics, such as copper wire wrapped around a ferrite core. Inverter-based power sources use electronics and much smaller magnetics to minimize overall weight.
When you are learning SMAW, regardless of electrode type or power source, remember that results are controlled by managing five variables:
To strike an arc with any electrode, tap the electrode where the work is to begin, and then add a slight lift and scratch motion to establish proper arc length and prevent the electrode from sticking. For cellulosic and rutile electrodes, you can move forward after establishing the arc. However, low-hydrogen electrodes may not adequately shield the weldment during arc start because of the coating composition. With these electrodes, the correct starting technique involves striking the arc about 3/16 in. (one or two electrode diameters) in front of where the weld is to begin. After establishing arc length, move the electrode back to tie the new weld in with the previous one (or to melt the back edge of the joint when making the initial weld). Then, move forward so that the fully established arc welds over the spot of the arc strike and consumes it.
If you are first learning SMAW, you may want to opt for a user-friendly rutile electrode. However, anyone who plans to weld professionally or critical structures (and that includes farm implements) should learn with the electrodes used for these applications, and that means mastering basic and cellulosic electrodes.


The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...






{kind=link}
{kind=link}
{kind=link}
{kind=link}