















Straightening out GMAW gun feedability
Causes of poor wire feed and how to avoid them

Whether you weld every day as part of your profession or occasionally as a hobby, you are probably always looking for ways to improve the structural integrity and cosmetic look of your welds. Numerous machines on the market today can help with one or both of those issues, but machines aren't always the answer. In GMAW, consistent wire feed is crucial to the strength and appearance of a weld. There are plenty of ways to identify and improve upon GMAW gun feedability that will result in quality, visually pleasing welds.
Smooth Wire Feed
Smooth wire feed is important to prevent situations that can cost you time, money, and weld quality. Two such situations are known as burnback and birdnesting, caused by incorrect wire feed speed. If the wire is fed too slowly at the start of the weld, burnback may occur. As a result, the contact tip will have to be replaced, wasting time and supplies.
Additionally, if the wire continues to feed and the drive roll tension prevents slippage, the wire may birdnest between the drive rolls and the GMAW gun. This forces you to spend additional time clearing the old wire and refeeding back through the gun.
It is important to recognize conduit failure prior to gun failure and perform the necessary maintenance without interfering with production schedules.
One physical indicator of impending conduit failure is debris buildup. This normally is first seen at the inlet side of the contact tip and appears as metal shavings or particles. Normal friction and abrasion in the wire feeding process cause fine metallic dust to be carried along inside the conduit until it exits at the end and is deposited at the inlet of the contact tip. A portion of this debris will be carried inside the tip as well, causing a buildup of foreign material which may cause arcing at various points inside the tip. This buildup will continue to impede smooth wire feed and current transfer, resulting in inconsistent wire feed speeds and possibly a wire burnback. Using shop air can help clear the conduit of debris, but the construction of the conduit makes it difficult to clean.
Grooving in the conduit is another phenomenon that can occur over time. This causes increased friction on the wire, which in turn creates more debris internally. It is normal to have some debris from the drive rolls to the tip because of natural flaws in the wires, drawing compounds and lubricants, and conduit. However, if it becomes excessive, it might be time to replace the conduit altogether.
Other indicators of failure can include inconsistent arc length, poor contact tip life, discoloration of liners, and noticeable vibration in the handle of the gun. Each one of these may not seem to be a major issue, but together can seriously affect the machine and your ability to produce a quality weld.
Behind the Scenes of Poor Wire Feed
Several other factors can contribute to poor wire feed, the first being poor gun layout. If the wire has to travel through too many loops in the gun, it can affect the speed at which the wire travels through the conduit all the way to the contact tip, making wire feed erratic. Draping the gun over tools or other fixtures that cause changes in the elevation of the gun also can have a similar effect on feed speed consistency. Ineffective support at the feeder end of the gun can increase the drag on the wire, which can affect weld quality.
Improper conduit installation is a major contributor to poor wire feed. Be careful when inserting a new conduit into the gun to prevent kinking of the liner material. If the conduit is kinked during assembly, it will remain that way no matter how well you think you have fixed it. This kink can then cause more friction for the wire as it travels through the conduit, resulting in weakening of the weld and increased wear on the conduit. To prevent kinking, lay the gun as straight as possible and slowly insert the conduit into the gun.
Having the proper conduit length inside the gun also is important. If the conduit is too short, the wire may not line up properly with the contact tip and create more friction, resulting in abnormal wear of the contact tip and increased feed resistance. If the conduit is too long, the conduit would be forced into a wave-type pattern inside the gun, which also would build feed resistance.
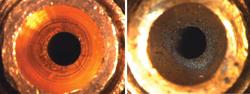
These images show the inlet side of a clean contact tip and a dirty tip. The debris accumulated in the dirty tip can transfer into the interior of the tip with the welding wire. Over time this buildup can become very heavy.
Drive roll tension can also impact wire feed. If the tension is set too low, the wire can slip, resulting in shaving or flat spots on the wire that will produce erratic feed speed and inconsistent arc lengths. If the tension is set too high, it can cause the wire to be flattened and misshapen, which can then cause tip clearance issues.
It also is important to match the size of conduit used with the size of wire being used. For example, using an oversized liner can cause bunching or surging of wire at the contact tip that will affect the weld. Additionally, a too small or too hard conduit can create more friction and drag that also can affect the weld.
Other factors related to wire feed include a naturally worn-out conduit, misalignment of the gun at the wire feeder, and the presence of burrs from wire and from the ends of the conduit. Each of these can be avoided just by taking proper care during setup and replacement of the consumables.
The Future of Conduits and Wires
Continual advancements are being made to wires and conduits. Materials advancements as well as manufacturing technologies have allowed for the development of new conduits that reduce the friction between the welding consumable and the GMAW gun. Following the manufacturer's recommendations for matching the proper conduit size and material with the welding wire will greatly enhance the feed performance of a GMAW gun.
Will the future bring new technologies such as high-frequency agitation or rotating conduits that are commercially feasible and greatly enhance the life of the products? As our industry pushes into high-frequency pulse applications and welding wires that are more abrasive and harder to feed, the technology in the manufacture and use of conduits also will advance.
Remember, it is essential to be able to identify issues with wire feedability and know how to fix them. You will find that by doing so, it becomes much easier to become a more efficient and skilled welder, saving yourself time, money, and resources.

About the Author
About the Publication

subscribe now

The Welder, formerly known as Practical Welding Today, is a showcase of the real people who make the products we use and work with every day. This magazine has served the welding community in North America well for more than 20 years.
start your free subscription- Stay connected from anywhere

Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
- Podcasting

In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...





{kind=link}