















Editor-in-Chief
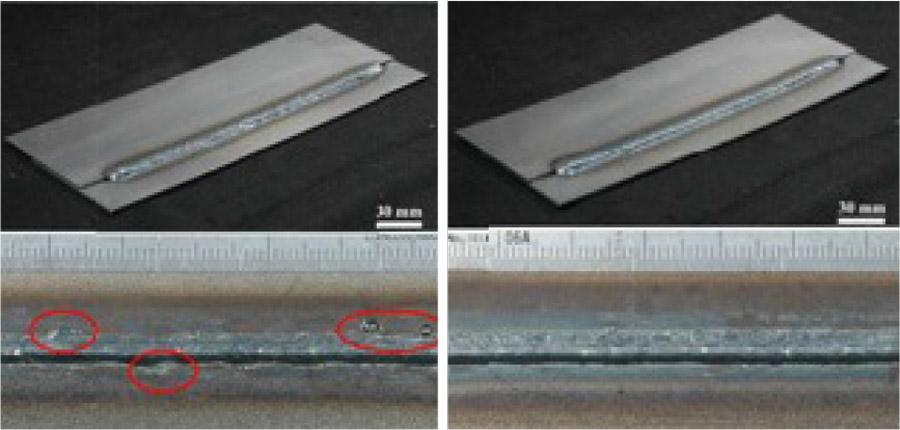
Figure 1
This is a comparison of a bead completed with CO2 assist gas done by conventional automated GMAW technology (left) and a bead done by an OTC DAIHEN power source equipped with a new waveform (right).
When I spoke with Tomoyuki Ueyama of OTC DAIHEN at FABTECH® 2015, he was straightforward about the motivation behind the company’s latest nonpulsed gas metal arc welding (GMAW) technology: It was about waste reduction.
That shouldn’t come as a surprise to any follower of lean manufacturing principles. Lean manufacturing has been at the heart of Japanese manufacturing since the late 1970s.
What waste was this welding technology advancement targeting? Ueyama said the desire was to reduce postwelding work needed to remove excessive spatter and to increase general welding productivity.
The technology behind these potential benefits is OTC DAIHEN’s new Controlled Bridge Transfer-Expanded (CBT-EX) process. It’s the latest result of high-speed, high-precision processing made possible by modern inverter-controlled welding power sources and digitalization.
The company’s Welbee welding power source, developed in 2010, is the platform on which these waveforms are being developed. The power source is equipped with very large-scale integrated circuits tailored for waveform control and arc stabilization.
The current Welbee control technology allows technicians to select certain nonpulsed GMAW characteristics for robotic welding with a simple push of a button. Precision, high-speed, digital calculations combined with the digital constant-voltage characteristic and constant-current control deliver the desired metal transfer and arc control. More specifically, the weld control can deliver general-purpose current, high-speed welding, heavy-plate welding, and robust waveforms (for applications with power cables extending more than 98 feet).
Ueyama and Tetsuo Era, both owners of several patents related to welding technology, came up with the latest CBT-EX waveform to further build on the Welbee’s digital power. This latest weld process is actually an improvement of the CBT welding process. CBT helped to minimize spatter in nonpulsed GMAW, but faster welding speeds were desired. The focus was to stabilize the metal transfer in the globular transfer current range.
The method of spatter reduction during rearcing is similar to the standard CBT process, as seen in Figure 1. However, the precision processing of the company’s digital power source helps to deliver consistency in globular transfer mode and improve arc length control during the arc duration. The result is a consistently sized droplet on the wire tip after each rearc.
More specifically, a high-current pulse is supplied at the beginning of the arcing period, which increases the wire melting rate and creates a sufficient droplet size at the wire tip. After that, the arc current, which changes in real time based on how metal transfer is going and the state of the molten pool, regulates the arc length. This all contributes to high-speed, low-heat GMAW. In fact, Era has written in a position paper that the process is suitable for high-speed root pass pipe welding. (With the introduction of CO2 as an assist gas, the process also might be suitable for heavy-plate welding, in which current globular transfer modes have a tendency to produce gas explosions in the molten pool or droplet explosions caused by overheating associated with high current.)
Figure 2 shows the CBT-EX process in welding of a lap fillet joint with 0.06-inch sheet metal using an argon/CO2 gas mix. This was carried out with a 0.045-in.-diameter solid wire, 200 amps, 18 V, and a welding speed of 78.7 inches per minute (IPM). Company officials report that penetration of more than 20 percent is possible, and a regular flat bead has been achieved without any undercut in this application.
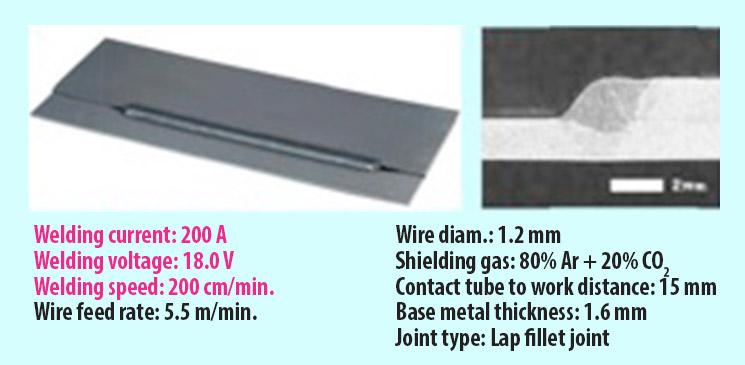
Figure 2
The Controlled Bridge Transfer-Expanded (CBT-EX) process was used to weld this lap fillet joint on 0.06-in. sheet metal using an argon/CO2 gas mix.
Figure 3 shows the new welding process using 100 percent CO2 shielding gas on a lap fillet joint with a 0.09-in. bottom plate and a 0.06-in. top plate. The weld was done with a 0.045-in.-dia. wire, 230-amps, 18.5 V, and a welding speed of 39.37 IPM. Although welding was difficult because of the different plate thicknesses and a 0.04-in. gap, welders involved in these tests still were able to deposit sufficient metal to bridge the gap with enough penetration, which resulted in a regular and flat weld bead.
Ueyama said that although the CBT-EX process is targeted for robotic applications now, it will be adapted for manual use in the near future.
OTC DAIHEN, 1400 Blauser Drive, Tipp City, OH 45371, 937-667-0800, www.daihen-usa.com
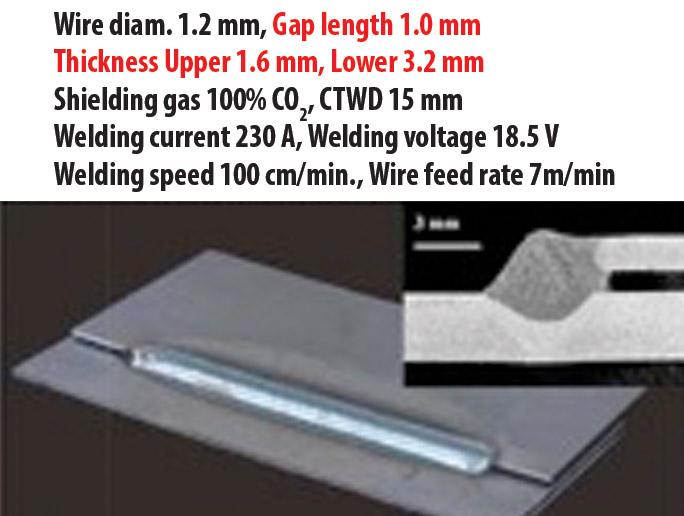
Figure 3
CBT-EX was used to weld this lap fillet joint on two pieces of metal—a 0.09-in. bottom plate and a 0.06-in. top plate—using a CO2 shielding gas.



The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...





