















Manager in Software Dvelopment

Figure 1
Weld monitoring for the most part has been about collecting data, such as arc time, and reviewing that information at a later time. That is changing as more fabricators
The industry has been electronically monitoring arc welding processes in a serious way for more than 15 years. Over that time, the ability to collect data and the extent to which fabricators are able to process and use that information has grown considerably.
Recently it’s all begun to come together as integrated welding production control packages enter the market. These productivity builders blend the data communication capabilities of modern welding equipment with sophisticated process control technology to help operators boost speed, accuracy, and quality. Let’s look at how that happens.
Weld process monitoring as the industry knows it today encompasses two primary ideas, or activities. One is process analysis, where the welding arc is looked at closely for the purpose of assessing differences, such as a lack of gas or burn-through, which can cause defects. The other is production data collection, which captures such information as arc time and how many welds are being made (see Figure 1).
Ever since weld process monitoring began, welding technology developers have been working to add more data points and collect more of the data that is important for understanding productivity. Today’s data-rich power sources create a weld record for every single weld that is made on every single machine throughout the shop. That weld record shows fabricators what machine made the weld and at what time of day. It also logs voltage, current, arc duration, wire feed rates, and weld energy, as well as high and low values for all of those parameters.
Essentially, the system collects the same type of data that anyone would want to look at as the weld was being made, but it also records this data over time. That data has always been available for analysis, but welding equipment companies now are focusing on more ways to process and present it in more useful ways for the foreman, the individual operator, and the larger enterprise.
The great progress that has been made in machine-to-machine data communication in recent years plays a major role in making all of this possible. Newer digital power sources—those manufactured in roughly the last five years—now include standard hardware for connecting to a computer. It’s no longer an optional add-on.
With these data-intensive power sources at work and all the data they were making available, welding equipment makers applied the standard industrial overall equipment effectiveness (OEE) report to welding in 2013. OEE for any piece of equipment or weld cell is calculated based on availability, performance, and quality.
Calculating availability is fairly straightforward. Is a welding operation running eight hours a day or three shifts, 24 hours a day? Based on that, a fabricator can then determine when that machine is available for production, factoring in time for meals, breaks, and shift changes. Using automated data collection and processing helps establish and reconcile those different expectations far more easily, and accurately, than manually collecting data with a clipboard and a stopwatch.
Performance is similarly straightforward. It’s calculated based on how much arc time is reported hourly. If welding is being done in a robotic cell, a fabricator might expect to see 40 minutes of welding per production hour. But in a fabrication cell, where the operator is also doing a lot of fitting or grinding, it might expect only 15 minutes of welding per hour.
Calculating quality is a bit more difficult for welding than for some other uses of OEE. The quality parameter can be applied simply by looking at whether the welds made are within specified limits or by averaging results from real-time process analysis.

Figure 2
This screen shot, which gives the fabricator a clear idea of what the next step in the job is, is an example of how modern control technology can be used to improve assembly production times and quality.
Multiplying the availability, performance, and quality scores results in a percentage of OEE for each piece of equipment or cell. Compared to analyzing raw data, such as arc time or number of welds, this type of data presentation makes it much easier to look at an entire facility and focus attention on power sources or areas that are running below expectations or could be scheduled for more work.
Fifteen years ago technology developers were collecting data locally to a database on a local server. That worked fine, and in some cases, fabricating operations still use that approach. But if you want to be able to see that data on a smartphone or on a computer located outside of the facility, you will have difficulty accessing that data on the local server.
To simplify data accessibility, cloud-based systems were introduced about four years ago. Now each welding power source transmits data via the Internet, through the built-in connection right on the back of the unit, directly to a cloud data center. This approach provides several significant benefits. For one thing, fabricators no longer need to install any hardware. Everything is web-based, so manufacturers do not need additional servers and don’t have to worry about tracking and managing software updates.
Another advantage to a cloud-based system is that it provides better notification service to users. A data center can send out e-mails or text messages when certain events occur, such as when a power source runs low on wire. In this case, the person responsible for taking new consumables to each production area automatically receives a text message notifying him or her that a particular welding cell has only 10 lbs. of wire left.
Daily reports are another example. An easy-to-use web interface allows employers to configure the contents of an e-mail report, as well as when and how frequently to receive it. For those who want to go beyond the basic data acquisition service, an annual subscription plan is available. In addition to providing data archiving and a longer period of live data availability, it allows users to export data using the Open Data Protocol (OData) initiated by Microsoft, an industry-standard open protocol for connecting to cloud-based data centers. That data can be used in MS Excel, for example, to maintain traceability records; equipment production records; or any number of other archival, research, and reporting applications.
With so much data available, and the ease of sharing it, welding technology developers once again set out to make it even more useful. One step was to include even more data in the weld records already being generated. For example, in addition to collecting a part serial number and an operator ID, software has been developed to collect and sort data by part number.
Various software control tools now allow manufacturers to know things like when a particular part was started and when it was completed, which offers an entirely new level of reporting capabilities. Now a fabricator can see how many parts are being made per day, the average cycle time to create each of those parts, the average arc time, the average deposition rate, and the arc duty cycle.
This can make activities like costing out a part much easier. Rather than looking at the number of welds per day, the front office now can look directly at the number of parts being made per day. A lot of the standard calculations an estimator or engineer would make in figuring out the cost of that part (for example, how much labor was required, how much wire it consumed, what the arc time was) now can be found as part of the standard data being collected. The estimator or engineer may still observe the procedure with a stopwatch in hand and estimate costs, but only as a verification of what the hard data shows.
Building on the foundation of this growing data-centered knowledge base, welding technology providers have developed ways to control the production and assembly steps. Technology now goes beyond simple data monitoring and shows the operator what steps need to be performed to assemble a particular type of part (see Figure 2).
When welds are required, the software configures the power source to the right welding procedure, then monitors and verifies that the welds are made to the specification standards. For example, it automatically notifies the operator when he is going outside the limits set for average voltage, average current, amount of time, wire feed speed range, or other parameters. Once a step is successfully completed, the sequencer automatically goes to the next assembly step.
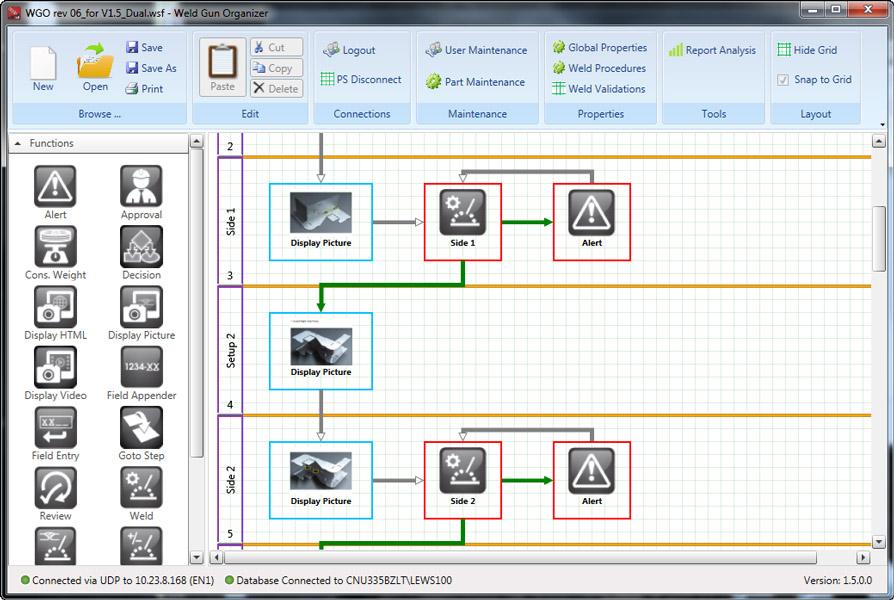
Figure 3
A welding engineer or technician can sequence the steps involved in an assembly job through user-friendly graphic interfaces and then have jobs clearly illustrated for shop floor personnel.
This can be particularly helpful for the operator in a production welding cell, who typically needs to do several things, such as position the part, assemble different brackets or parts, grind, and check tolerances. This type of system goes beyond welding to cover all of the assembly operations.
Also, this type of software-driven system doesn’t have to be complicated to set up and use. A welding engineer or technician defines the desired steps in the assembly, using a sequence editor, to create what looks like a large flow chart (see Figure 3).
What the operator sees in production, however, is completely different. All of the steps and the flow chart are behind the scenes. The operator sees only the illustrated instructions on how to perform one step at a time. Because the sequence editor is in communication with the power source, it can disable the power source during an assembly step that does not require welding or provide immediate feedback when a weld is made outside specified requirements.


The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...





