















Contributing Writer
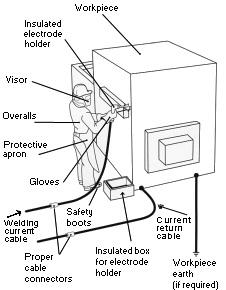 |
| Photo courtesy of TWI |
I was thinking about how my articles always begin with something stupid or embarrassing I've done and what a shame it is that I can remember so many stories to relate. I'm going to mix things up this time and begin with a stupid story about a former boss—the kind of boss who irritated you the first minute you got to work. Right or wrong, his way was the only way, and no matter how well you did your job, he'd find something to nag you about.
One day we were short-handed so the boss had to help me hold a small beam in place. I had to tack it between two columns, and it was too heavy for me to hold and tack by myself. As I was getting ready to weld, I noticed the boss wasn't wearing any gloves. I told him he should put on gloves because he might get shocked. "Just weld it!" he hollered at me. "But you're gonna get shocked!" I hollered back. "Weld it before I run you off and get someone who will!" was his cheery reply.
On steel high-rises, we usually had what we called an "eight-pack" or something similar set up for our welding gang. This device essentially was a frame holding eight separate machines that could be moved from floor to floor as the structure grew higher. We'd hook the work clamp (we called the work clamp the ground, and I'll bet a lot of people still do in the field. The real ground, though, is in the machine itself) to a column next to the machine. That way we had to drag only our lead with the stinger (electrode holder) around to where we were going to weld.
Welding leads we used came in 25, 50, 75, and 100 ft., and the longer they were, the heavier they were. It was really nice dragging only one lead around, especially when walking across 2- to 3-in.-wide beams!
Using 7018 welding rods, we used direct current electrode positive (DCEP), or what we called "reverse polarity" back then. In DCEP, the electricity always flows from negative to positive. This means the electricity flowed out of the machine through the work clamp, into the column, along the floor beams into what I was welding, then into my electrode. DCEP supplies about two-thirds of the heat at the end of the rod, which allows more digging action, or penetration, into the base metal. It's what you want to use for thick steel. For thin steel, direct current electrode negative (DCEN) is best.
In DCEN the stinger is hooked up to the negative terminal so electricity flows out of the rod and into the steel, which disperses the heat and reduces concentration at the end of the rod. With DCEN, you're less likely to blow holes through your workpiece.
Having my machine hooked up to DCEP meant that when I started welding, the electricity would flow right throughmy hard-headed boss's hand. So, he asked for it, and he got it. His high-pitched scream was sweet music to my ears as I took a bit longer than usual tacking that beam.
Now, before any of you write in about this story, I want to make it clear that I took into consideration what could have happened before going ahead with the boss's stupid order. The beam was tied off, as were we, and the amount of voltage going through him wasn't going to be enough to do anything but make him shout, or, in his case scream. (I probably shouldn't make fun of his scream, though, because when I get shocked, I yell pretty loudly myself.)
And speaking of shocks, I've had a few using the old TIG—also known as gas tungsten arc welding (GTAW)—welding machine. You can light yourself up pretty easily when TIG welding, so you need to be careful and make sure you know what you are doing before you try it.
One of my students learned the hard way not to use equipment unless you are properly trained to do so. He decided to weld aluminum one day, even though he had not done it before. He got the filler metal hot and molten, but had not cleaned the aluminum oxide off the sheet he was welding. The oxide has to be cleaned off aluminum, because it has a higher melting point than the aluminum itself. The filler metal balled up and rolled off the plate right into the student's unlaced boot. He received a third-degree burn and had to have his sock cut out of his skin after it literally welded to it. A nice argyle sock, if I remember right. He had a burn the size of a quarter to remind him to learn first, use second.
I don't claim to be an expert in any welding process, especially TIG. Most of my experience was in the structural shop and field, and until I began teaching, I never even picked up a TIG torch. So when I started teaching, I had to school myself quickly. First I read all I could, then I got another teacher to show me, and, finally, I got someone who used TIG at the job to give me some pointers.
I'll tell you right now that TIG ain't for me; it's too tedious with a slow deposition rate. I like climbing around beams and columns, going from one point to another, never spending more than a few hours on a weld most of the time. However, now that I'm getting a little older and slower, TIG welding for a living might not be all that bad. I'm not saying you have to be old and slow to TIG weld, though; it just depends on what you want to do. I admire those of you out there working your magic with the TIG torch, you are true artists.
TIG can weld just about any metal, including mild steel, aluminum, magnesium, titanium, stainless steel, copper, and nickel, and will be just as strong as any process.
TIG is used big-time in the food and beverage industry on stainless steel because stainless is very good at resisting bacteria. It also is used on aluminum products, because it is just about the best process for aluminum.
Many times TIG is used for the root (first) pass on pipes, because the process produces little smoke and sparks, which allows better visibility, and it produces a really clean weld. After the root, the welder usually makes the remaining passes with MIG—also known as gas metal arc welding (GMAW)—or stick, because it's faster with this process.
TIG also is used on critical welds on race cars and motorcycle frames. Some race cars, such as those in the National Hot Rod Association (NHRA), require that TIG be the only process used on their frames.
If you're a hobbyist, TIG can be used to make very nice-looking welds and is especially nice on stainless, brass, and bronze sculptures. You can fabricate great-looking motorcycle frames and accessories, such as handlebars and sissy bars, with TIG, but before you make anything that is going on the road, make sure the welds are sound. If you are not sure, then have a qualified welder make those welds. If a weld fails on your bike, you may injure or kill yourself or others.
If you want to learn TIG, my advice is to learn how to oxyacetylene weld, or braze, first, if you can. This may be easier said than done because oxyacetylene welding now is pretty much obsolete and few schools teach it. If you can't find a gas welding course, then start right out with a TIG class, if your community college has a welding program. And, of course, the more you read and study, the better you'll be when you grab that torch.

Contributing Writer
High School Career Center in Texas


The Welder, formerly known as Practical Welding Today, is a showcase of the real people who make the products we use and work with every day. This magazine has served the welding community in North America well for more than 20 years.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...





