















President

Editor's Note: For figures, see the slideshow at the end of the article. For an in-depth look into welding positions, check out the author's presentation, "Understanding position in welding."
They've been used since the first Section IX of the ASME "Boiler and Pressure Vessel Code" emerged in 1941, and most likely before. They've been a mainstay of welding schools and central to welder qualifying tests for generations. They use arbitrary numbers to indicate position of the weld, from 1 (flat) to 4 (overhead). The G stands for groove, F for fillet. The number 5 comes up when welding a pipe groove when the pipe axis is horizontal (5G), and 6 when the pipe axis is inclined at a 45-degree angle (6G).
But note: These are not production welding positions.
Instead, they're standardized testing positions. More precisely, they are discretely defined positions of test coupons used when testing welders and sometimes procedures. Per welding codes, each test position has a tolerance of ±15 degrees from the defined horizontal and vertical planes and ±5 degrees from a defined inclined plane. Based on the position in which the welder tested, Section IX provides table QW-461.9 that shows the welding position (flat, vertical, overhead, or horizontal) for which the welder is qualified; other codes provide similar tables.
The same goes for weld-test designations in ISO 6947, "Welds—Working Positions—Definitions of Angles of Slope and Rotation." Its PA, PC, PF, PG, PE, and pipe PF designations roughly correspond to 1G, 2G, 3G, 4G, and pipe 5G test positions used by U.S. codes. (For pipe welding, the ISO code designates the 6G position as two separate tests, uphill [HL045] and downhill [JL045].)
Regardless, these designations refer only to test welding positions, not to production welding positions, which are contiguous and cover all possible orientations.
Admittedly, making the distinction between test and production positions isn't as much of an issue now as it was before 1974, when ASME Section IX welding procedures also had to be qualified for the positions in which they would be used. Nevertheless, the industry needs new welders more than ever, and communicating welding basics has never been more important.
This article, therefore, serves two purposes. First, it clarifies the distinction between test and production weld positions for groove welds in plate. Second, it gives illustrations that clarify the myriad welding positions possible, positions any new welder or inspector needs to understand when entering the field.
Welding codes define production welding positions very specifically. Visualize two plates lying flat on a table. That plate can be rotated in two planes: one in which you grab the plate at one end of the weld and lift it up and down (the inclination axis), and the other in which you grab an edge parallel to the weld axis and lift it up and down (face rotation axis) (seeFigure 1).
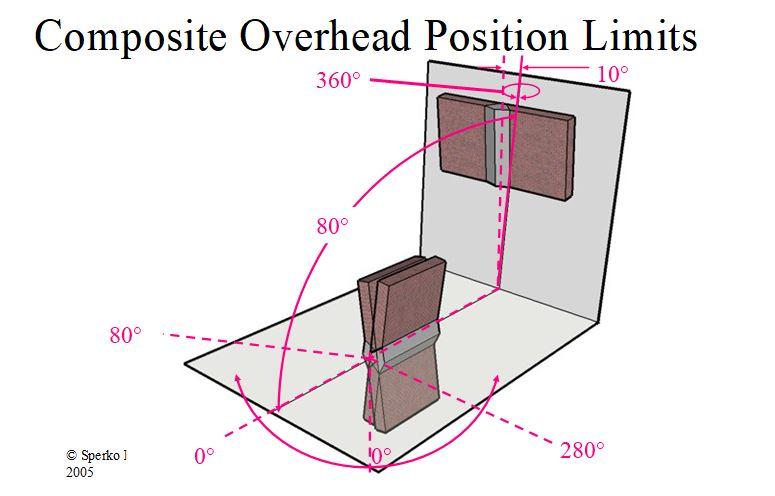
For the beginner, these ranges aren't necessarily intuitive. The inclination angles are straightforward, ranging from 0 degrees (flat) to 90 degrees (vertical). The rotation of the weld face, however, can be confusing. The code specifies that "0 degrees" means the weld is facing downward, such as for overhead welding; this is the reference point. Every other position is measured, going clockwise, through 90 degrees (horizontal), through 180 (with the weld facing up, for flat-position welding), through 270 degrees (horizontal again), down to 360/0 degrees, with the weld again facing downward.
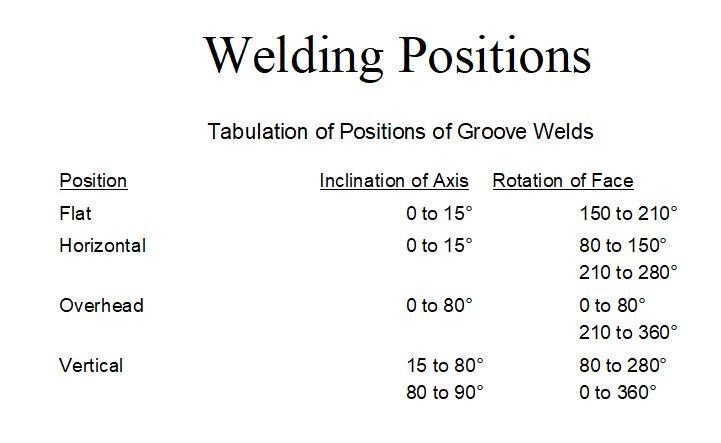
FIGURE 1 This spells out ranges for production welding positions as specified in Section IX of the ASME Boiler and Pressure Vessel Code.
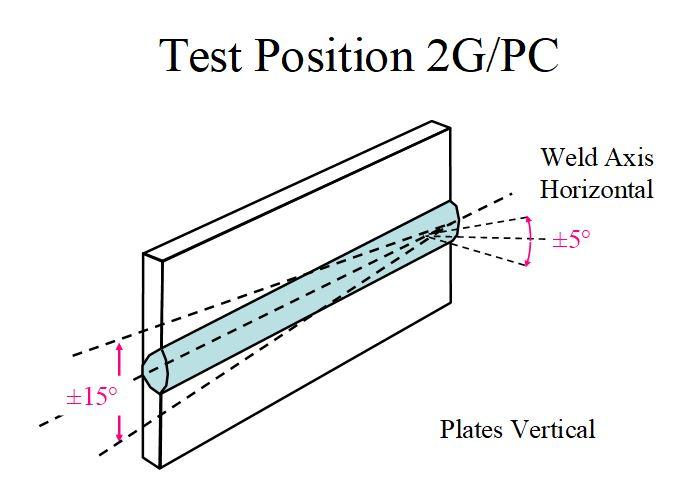
The 1G position is a groove weld test position in which the weld metal is deposited from above. Per the codes, the weld inclination should not deviate more than 15 degrees up and down from the horizontal plane, and the weld face should not rotate more than ±5 degrees off that upward-facing position (see Figure 2).
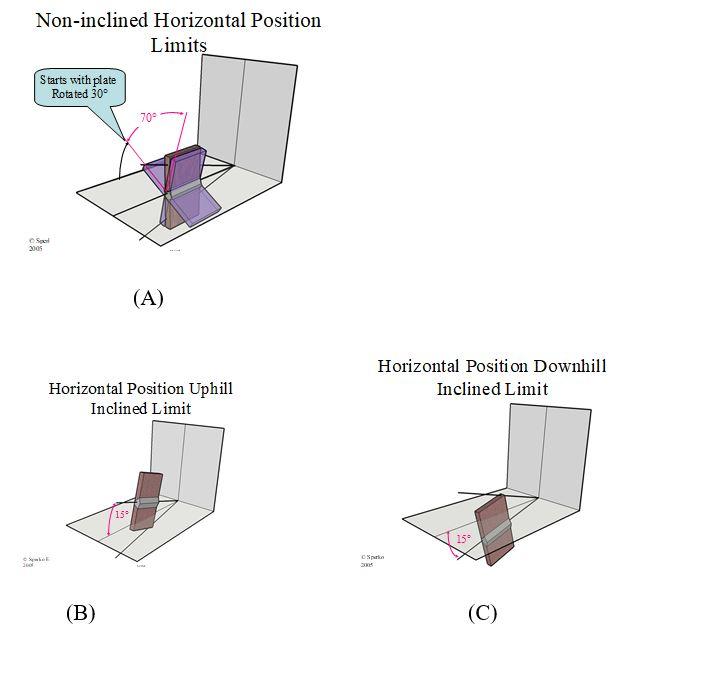
For horizontal-position welding, the weld face rotation can be anywhere from the plate rotated 30 degrees from the flat plane and continues for another 70 degrees, to 110 degrees, just past vertical (A). It can vary 15 degrees, up or down, along the weld's vertical axis (B and C).
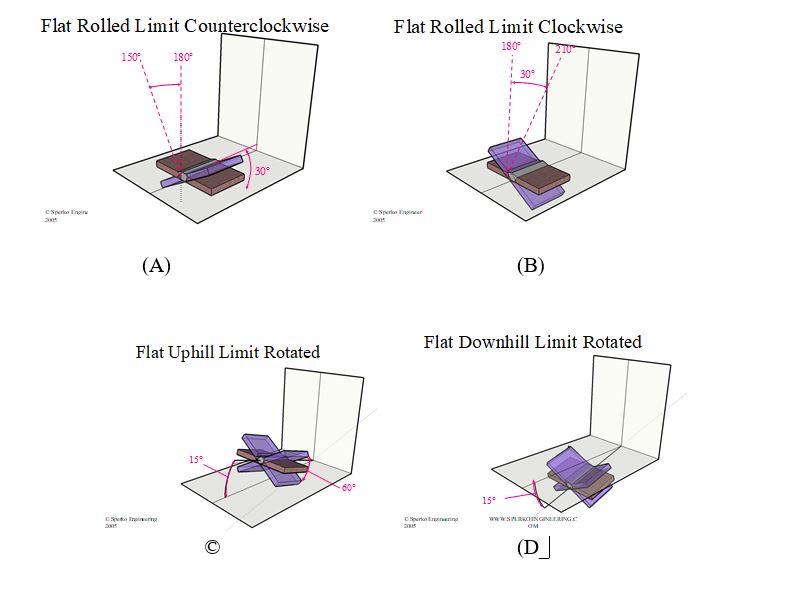
Compare this with the flat position for a groove weld in plate, as described in ASME Section IX, AWS D1.1, and other construction codes: The inclination can be 0 to 15 degrees, but the rotation of the weld face is from 150 to 210 degrees. In other words, the plate can tilt side to side up to 30 degrees and still be considered a flat weld (see Figure 3).
The same applies for the 2G test position (see Figure 4). Again, the test position varies only by the amounts specified in the figure. It does not equate to but is instead a subset of the myriad variations possible in the horizontal production welding position, which starts where the flat position left off, and rotates around, shown in Figure 5.
Per code, the 4G test involves a weld in a horizontal plane with the weld metal deposited from underneath. 4G is indeed an overhead position, but just one among many, as Figure 6 shows. The plate can rotate and incline by a significant amount and still be called overhead-position welding. However, with all overhead groove welds, the root is on top and weld metal is fed from underneath.
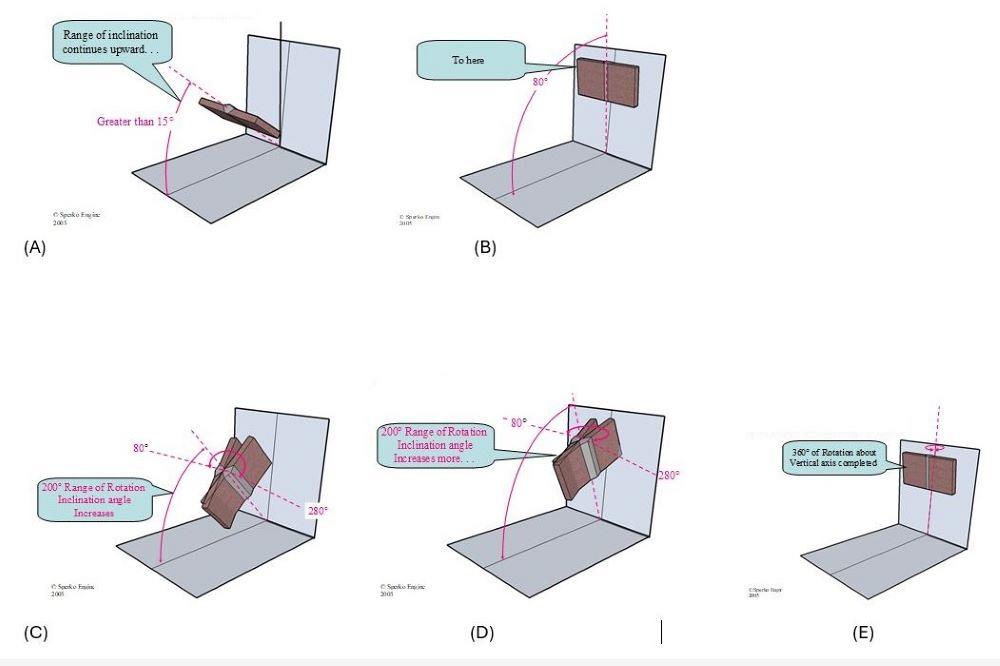
Vertical welding, per the code, has an inclination axis of 15 to 80 degrees, during which the weld face may rotate from 80 to 280 degrees—or 200 degrees side to side. When the weld inclination is between 80 and 90 degrees, the weld may rotate all the way around, 360 degrees, and still be called a vertical weld (see Figure 7).
A vertical-position weld can be inclined anywhere from 15 degrees off the horizontal plane to vertical (A and B). From 15 to 80 degrees of inclination, the plate may be rotated anywhere within a 200-degree range (C). Between 80 and 90 degrees of inclination the plate may be positioned anywhere along the 360-degree axis of rotation (D).
The distinction between production welding positions and test welding positions may seem like a minor matter, but it is important to realize that they are different, each with specific orientation limits. And it's more challenging to explain than one might think. Welding is a visual science, and identifying the position of a weld in space verbally can be a challenging task.
When you understand groove weld positions, recognize that fillet weld test positions and fillet weld production positions are similar—but not the same—as groove weld positions.
Finally, it is important that welders, supervisors, and quality assurance personnel understand these distinctions and position limitations; otherwise, welders may be welding in positions for which they are not qualified, and that's not a good thing.
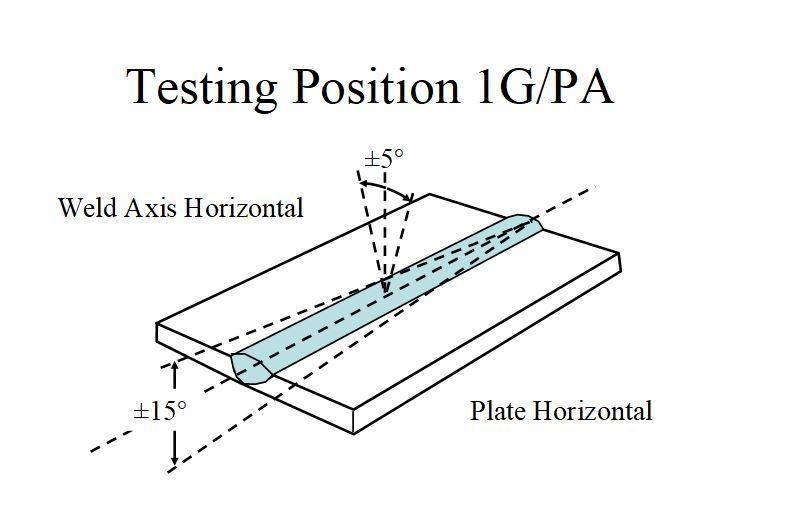
FIGURE 2 The 1G test position allows the welder to perform welding with the weld face rotated no more than +/-5 degrees. The plate may not tilt more than 15 degrees up or down (horizontal plane).
Walter J. Sperko, P.E., is president of Sperko Engineering Services Inc., 4803 Archwood Drive, Greensboro, NC 27406, 336-674-0600. Sperko became an AWS counselor in 2006 and an ASME fellow in 2007. He is a member of the ASME Boiler and Pressure Vessel Code Section IX Subcommittee. (Note: Opinions expressed here are the author's and not an official opinion of any ASME or AWS committee.) This article is based, in part, on "Understanding Position in Welding," a presentation available here.
For more information, see the ASME "Boiler and Pressure Vessel Code," Section IX; D1.1, "Structural Welding Code—Steel; D1.6, "Structural Welding Code—Stainless Steel"; and ISO 6847, "Welds—Working Positions—Definitions of Angles of Slope and Rotation," available from http://webstore.ansi.org.

The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...






{kind=link}
{kind=link}
{kind=link}
{kind=link}