
















AWS CWI, CWE, NDE Level III

The temperature of the oxyacetylene flame is approximately 6,300 degrees F. It is the hottest usable flame known to us at this time. Synthetic gases produce lots of BTUs but cannot be focused with a pinpoint flame. These gases, however, are very useful in preheating and maintaining heat in thick parts.
One of the most common uses for the oxyacetylene welding (OAW) process is hardfacing or overlaying. A chute in an asphalt plant encounters severe wear and must be replaced or refurbished regularly. The chute may be hardsurfaced in place with OAW. Not having to disassemble and reassemble the chute to repair it saves significant time. The OAW torch spray process can cover a wide area much more efficiently than an electric arc process can (Figure 1).
The oxygen pressure is much higher than that required for OAW. This is to allow the hardsurfacing powder to be siphoned from the hopper into the spray nozzle. This also assists in creating force to enhance the surface penetration of the preheated chute.
The most efficient method for this project is to have two people working together. The welder deposits the hardsurfacing material on the inside of the chute, while the helper holds a multiflame torch on the back side to maintain the heat in the part. The multiflame torch may use synthetic gas, which is inexpensive and covers a large area. The hardsurfacing material is usually high carbon with nickel and tungsten carbide combined. This combination requires considerable heat. My powder of choice is Stoody Spray and Fuse. It is very fine in texture and flows nicely. Eutectic Castolin also produces some spray products.
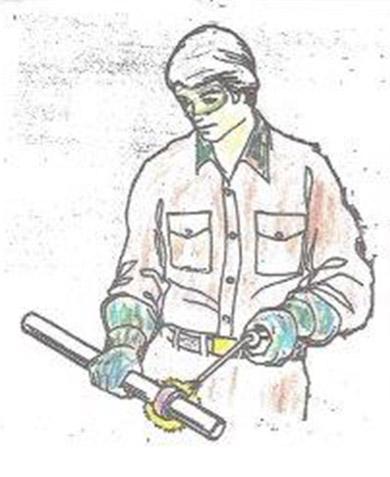
OAW is especially well-suited for paddles in concrete plants. “Pug mill” paddles need to be hardened in a specific area, not all over. Single-layer surfacing is best to prevent the part from cracking. The hardsurfacing material may check-crack as it stress-relieves itself, but this is not detrimental. I prefer Stoody Bare Borod for this task (Figure 2). I find it easy to maneuver and shape when a rough or smooth surface is desired. Its hardness is upward of 50 Rockwell C.
There is a quick and simple solution to repair and protect from future nicks in your lawn mower blades. Many modern welders and maintenance workers have never heard of “hardening powder.” It is a solution consisting of an antiborax powder (Figure 3).
The first step is to build up the nicked areas with common welding rod such as RG-60, commonly known as Oxweld 7®.
The next step is to grind the edge to the desired shape. (For lawns, a sharp edge is best; for brush mower,s a slightly blunted edge is better.)
Next, apply heat to achieve a cherry-red glow. This is about 1,400 degrees F. Sprinkle on the powder and reheat to white hot (Figure 4). This is about 1,700 degrees F. Air-cool the blade in still air.
To achieve HRC45-48, hold the temperature at 1,400 degrees F for 15 minutes. To achieve HRC60-65, hold the temperature at 1,400 degrees F for 30 minutes. The case-hardening depth should be about 0.020 inch. Unlike with through-hardening, the blade will not become embrittled by case-hardening.
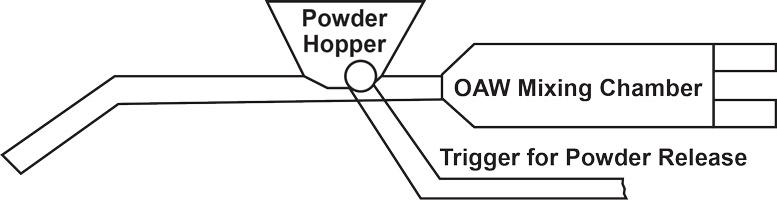
Figure 1
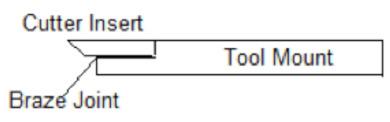
For replacing cutter bits on machine tools, there is nothing better than OAW. The filler material is usually a high-strength silver alloy. In some cases, a rod is used and some prefer a preformed piece of the alloy. Powders and pastes containing various alloys also are available.
Some parts are placed in an induction furnace if the sizes and shapes are suitable to fit. Nearly every type and size of bits or inserts may be secured by the OAW process.
The preferred material in most machine shops is Allstate 100®. This is a cadmium-free, silver bearing alloy. Since it has a working temperature of 1,250 to 1,400 degrees F, the heat from machining has no effect on the 60,000-PSI tensile strength (Figure 5).
Unlike some alloys, this one is excellent for machined, polished surfaces. Both the insert and the tool mount are machined and polished.
Sheet metal is difficult to join without distortion and burn-through. The gas tungsten arc welding (GTAW/TIG) process has replaced OAW in some cases, but OAW remains the choice for old-timers on 16-gauge material.
The cupro nickel alloy is suitable for use on sheet metal. It has a low melting point and efficient travel speed. It is frequently used on coated materials by using a very small tip with a slightly carburizing flame. This alloy actually flows under the disturbed coating.
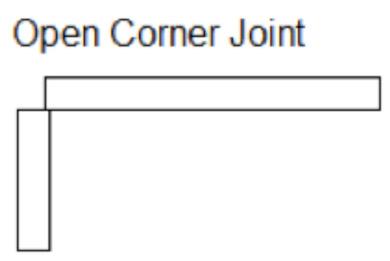
Corner joints are predominant in ductwork made from sheet metal. The OAW process using the cupro nickel filler metal works best on these joints (Figure 6).
Making Odds and Ends
Nurseries and hardware stores sell many items for supporting roses, peonies, and other flowers and bushes that do not stand up well. These are quite expensive and usually not strong enough to last more than one season.
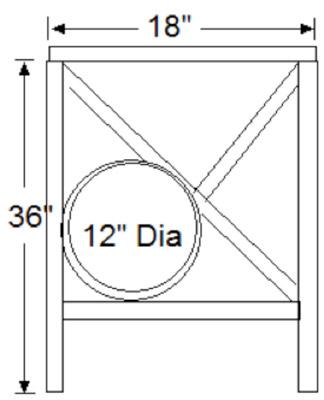
My solution for this is really quite simple (Figure 7). Quarter-inch welding rods (RG-45) are less than a dollar a pound, and there are several rods in a pound. This support costs about $5.00 to fabricate. It is easily welded without filler metal, but can also be brazed with standard RB-CuZn (flux-coated is easier). Not much paint is required to make the supports look decent and yard-worthy.
All four sides are the same. The circle is just for looks. Just tack one end of the rod to a piece of 12-in. scrap pipe and heat it up a little as you go around. It looks nice painted forest green. Squirrels have difficulty climbing around on it, and soccer balls won't knock it over. It is open enough for pruning.

Figure 2
One of the most prominent uses for the OAW process is heating. The process produces the hottest flame in the industry (6,300 degrees F). The heat can be produced quickly or slowly, depending on the usage. For instance, to remove a bearing, pulley, or gear from a shaft, the heat should be applied rapidly. This allows the part to be removed to be heated more than the shaft. If the shaft and the part to be removed are heated to an equal temperature, the shaft and the part will expand. The desired result is to cause the part to expand for removal.
The correct tip size depends on the size of the part to be heated. A multiflame tip is needed for larger items, but it spreads excessively and cannot be directed on smaller parts.
If a large multiflame tip is used, the acetylene gas may need to have at least two cylinders manifolded together to eliminate the probability of drawing acetone into the regulator, hose, and torch, causing a safety hazard.
For low- to medium-carbon manganese steel, a slightly oxidizing flame is best. This flame type presents a sharp inner cone and may be readily focused on the desired area to be heated. Care must be taken to keep this type of flame off the shaft to prevent damage. The oxidizing flame has a tendency to leave worm tracks (Figure 8).
This concludes the three-part series for training in OAW. I sincerely hope vocational centers choose to continue teaching the OAW process and its uses. It is not obsolete!

AWS CWI, CWE, NDE Level III
Weld Inspection & Consulting


The Welder, formerly known as Practical Welding Today, is a showcase of the real people who make the products we use and work with every day. This magazine has served the welding community in North America well for more than 20 years.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}