















Product Manager

While there is no such thing as the perfect welding process for stainless steel, keeping some key considerations in mind when selecting the process and filler metal can help ensure success and cost savings.
Stainless steel continues to gain popularity in applications across the fabrication industry, mainly thanks to its corrosion resistance, strength, and toughness. Compared to mild steel, however, the material poses some welding challenges, especially for less experienced welders. Stainless steel can be three to five times more expensive than mild steel; any welding mistake can compound the overall costs for rework.
Choosing the right welding process is key. There is a give-and-take with every option, and no single process provides a perfect solution. To determine the best option, fabricators need to consider the upfront cost and characteristics of the filler metal, required productivity, equipment complexity, and operator skill set.
Stainless steel resists corrosion and maintains strength at extremely hot and cold service temperatures, hence its popularity in the piping and petrochemical industries. Stainless also has a low susceptibility to bacterial growth on its surface, making it well-suited for food-preparation and medical equipment. Its many benefits are now lending themselves to the wave of craft breweries cropping up across the U.S., and the material is becoming increasingly prominent in the rail and trucking industries for tankers designed to transport corrosive chemicals.
Common stainless steels come in chromium-nickel (austenitic, or 300 series) or straight chromium (martensitic and ferritic, or 400 series) grades. Compared to chromium-nickel stainless, straight chromium stainless grades and carbon steel have similarly low coefficients of linear expansion, which determines how materials expand and contract under temperature and pressure. Straight chromium grades also have a lower melting point than carbon steel but a higher melting point than chromium-nickel stainless. Still, compared to carbon steel, both straight chromium and chromium-nickel grades share high electrical resistance and low thermal conductivity.
As some fabricators seek to expand their capabilities, taking on stainless steel welding projects can help increase their competitiveness. Considering two key factors can help fabricators achieve the best results.
First, the alloy content of stainless steel makes it a greater heat insulator than carbon steel. The heat from the arc doesn’t distribute as easily throughout the material and becomes concentrated in the weld pool. This can lead to warping, burn-though, and oxidation. Choosing the proper welding process and filler metal can help control the heat input.
Second, stainless steel is prone to discoloration. Known as sugaring, such discoloration indicates that some of the chrome has been pulled out of the material, making it more susceptible to corrosion. In stainless steel pipe welding, sugaring is not allowed for aesthetic or quality reasons, and in any application it can lead to costly rework. Again, stainless steel and the filler metals used to weld it generally are more expensive than carbon steel.
In addition to welder skill and equipment availability, the application priorities—cost, productivity, and bead appearance, for example—influence which stainless steel welding process fabricators ultimately choose.
Shielded metal arc welding (SMAW) uses simple, portable equipment, which is why it’s a popular choice for maintenance and repair work. But SMAW, or stick welding, is less productive than other processes and can produce a lot of spatter, which increases time and cost for cleanup.
For fabricators who have not welded stainless steel before, SMAW is a good entry point. It uses no shielding gas, so to start welding, a welder needs only an SMAW-capable power source and stainless steel SMAW electrode.
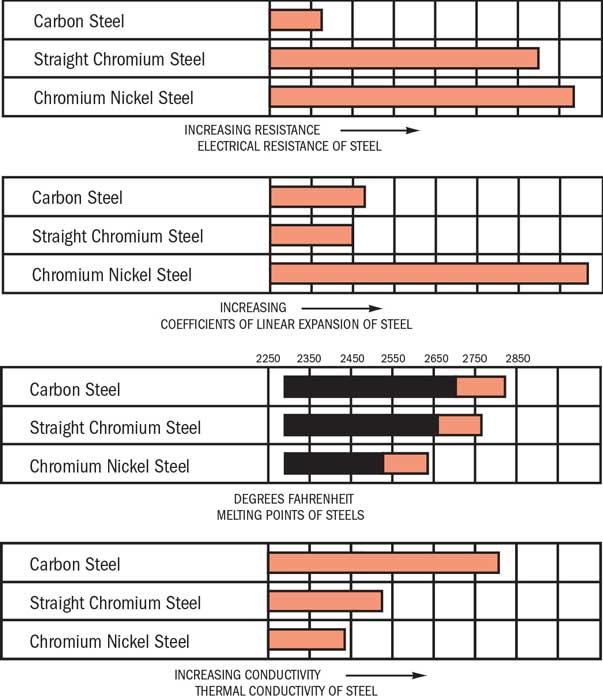
Compared to carbon steel, stainless steel—both straight chromium (martensitic and ferritic) and the nickel-chromium (austenitic) variety—have more electrical resistance and less thermal conductivity.
The cost per pound for these electrodes is mid-range—less than flux-cored or metal-cored arc welding wires and slightly more than solid wires. Fabricators can purchase SMAW electrodes in small quantities, such as 6- or 8-pound packages, which is helpful for small jobs and can keep costs down. Still, fabricators need to consider SMAW’s stub loss and slag removal to determine if the process’s low electrode costs still make it cost-effective overall.
A 309 or 312 SMAW electrode is a good choice for stick welding stainless steel, especially for maintenance or repair applications. It offers high cracking resistance and good strength, and typically can join stainless steel already in service, even if the specific material grade isn’t known.
When productivity is a priority for stainless steel welding, wire feed processes offer efficiency and good bead appearance. Advancements in equipment and filler metal have made these processes easier to use, even for those newer to welding stainless steel.
Many fabricators perform gas metal arc welding (GMAW) of stainless steel with a solid wire. GMAW has moderate equipment complexity and operator skill requirements, and for stainless steel welding, it can be used in pulse or spray transfer mode.
The cost per pound for solid wire is less than other choices, but the shielding gas is an added expense. Using an argon-based shielding gas blend—such as 98 percent argon/2 percent CO2, or an argon/helium mixture—helps reduce spatter.
Flux-cored arc welding (FCAW) can be more productive than GMAW but does generate slag and spatter, which adds time and cost for cleanup. FCAW also has the highest cost per pound for stainless filler metals, as the flux’s alloying elements are more expensive to manufacture.
However, many FCAW wires run on common shielding gas mixtures such as argon/CO2 or 100 percent CO2. A fabricator new to welding stainless steel would probably not need to invest in a different type of gas or delivery system.
Metal-cored arc welding, either with pulsed or standard spray methods, provides fast travel speeds that input less heat into the weld. This helps prevent warping and distortion when welding stainless steel.
Although metal-cored welding produces less spatter than other forms of wire welding, the price per pound for the stainless steel filler metal is the highest. When deciding on this filler metal and process, fabricators should weigh the upfront cost versus the productivity gains and the potential reduction in rework and cleanup.
Many fabricators have submerged arc welding (SAW) systems in place for welding carbon steel, but SAW also offers significant benefits for stainless steel, including greater productivity and extremely low spatter levels, which help save time and money on cleanup. SAW is well-suited for thick materials and large applications such as storage or liquid natural gas tanks. Though it’s limited to the flat welding position, it can be performed by less-skilled operators. When using SAW on stainless steel, fabricators employ a neutral or nonalloying flux, which does not add alloys that could alter the chemistry of the completed weld.

Stainless steel continues to gain popularity in applications across the fabrication industry, thanks mainly to its corrosion resistance, strength, and toughness.
Gas tungsten arc welding (GTAW) produces very little spatter, even compared to SAW. If welders are using filler rod or wire, GTAW has a moderate cost per pound, but it also requires high skill and typically the most complex equipment. While aesthetics and bead appearance with GTAW are very high, the productivity is the lowest compared to other choices.
GTAW on stainless steel typically uses 100 percent argon shielding gas, often with a secondary tank of argon on hand for a backpurge between passes.
Most operations that use GTAW for stainless steel do so for aesthetic reasons, simply because the process produces such a clean, precise weld.
As the use of stainless steel continues to grow, more companies will have to become familiar with welding the material. Cost may be the key consideration for some operations, while reducing downtime and improving productivity may be the keys for others.
Each process and filler metal choice comes with trade-offs. While there is no such thing as the perfect welding process for stainless steel, keeping some key considerations in mind when selecting the process and filler metal can help ensure success and cost savings.


The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...





