















Welding thin with GMAW
Unique method of metal transfer reduces heat input, enhances control

Figure 1
In experienced hands, the gas tungsten arc welding (GTAW) torch can produce solid, almost cosmetically perfect joints in extremely thin metal. Today, however, GTAW isn't the only option, even for thin, heat-sensitive material. Gas metal arc welding (GMAW) process developments have perfected the technology so it can weld extremely thin material (see Figure 1).
Historically, if GMAW were to weld heat-sensitive metal at all, conventional dip-arc, or short-circuiting, GMAW was the best option. During the process, molten droplets at the end of the electrode wire short-circuit to the workpiece many times a second. In recent years, however, developments in GMAW have been perfected to maintain even greater control over arc characteristics and heat input, making many thin or otherwise sensitive joints now practical for the wire welding process. One major development includes cold metal transfer (CMT) GMAW.
CMT Basics
Cold metal transfer is a short-circuit process in which droplets detach from the wire in a new way. In the conventional short-circuit process, the wire advances until a short circuit occurs. At this moment the welding current rises, which allows the short circuit to open and ignite the arc again. However, two issues make short-circuit GMAW problematic in certain circumstances. First, a high short-circuit current produces high heat. Second, the act of opening that short circuit is uncontrolled, producing spatter.
In CMT drive mechanisms in the welding gun oscillate the wire. This subtle oscillation, toward and back from the workpiece, provides the foundation for better arc control. The wire moves toward the workpiece until a short occurs. At this moment the wire pulls back. When the short circuit opens again, the wire feed is again reversed, moving toward the workpiece, at which point the oscillation cycle begins again.
The time and intervals between the opening short circuits determine the wire speed and direction. This provides a direct, real-time connection between what's actually happening in the weld pool and the wire movement. The opening and closing short circuit governs the frequency of events: The short circuit opens, the wire moves forward; the short closes, and the wire moves back. The oscillation isn't constant, which is why process specifications refer to an "average" oscillation frequency. When the short circuit occurs a little bit early, the drawback of the wire starts earlier; when the short occurs a bit later, the wire drawback starts later. Although the actual rate of oscillation varies, average rates go up to 70 Hz.
Metal transfer in CMT is almost current-free. The conventional short-circuit process has a high short-circuit current. In CMT high current is not responsible for opening the short and initiating molten droplet transfer. Instead, the wire drawback helps initiate the transfer. Surface tension holds the molten droplet at the end of the wire. The wire drawback helps break that tension so the droplet can transfer to the weld pool. Therefore, the current and heat inputs are kept extremely low during the short circuit (see Figure 2 and Figure 3).
Because the physical movement of the wire supports molten metal transfer, current during the short circuit can be kept very low. Also, the short circuit does not open in an uncontrolled way. Instead, the short circuit is, in effect, "pulled" open in a controlled fashion as the wire draws back. This results in spatter-free welded and brazed joints (see Figure 4) for most tilt angles of the gun. Only when tilting the gun to extreme positions do minor spatter traces occur, and these come from weld pool movements, not the welding process itself.
Constant Arc Length
In conventional GMAW the welding voltage is measured to determine the arc length. However, voltage isn't the only factor that affects arc length; varying surface conditions—due to oxides, grease, or other imperfections—also play a role.
In CMT the wire moves toward the workpiece until the moment of the short circuit, which equates to an arc length of zero. Afterward the short opens and the wire draws back at a certain speed and for a known time. This makes the arc length exactly a product of speed and time. The arc length isn't controlled via welding voltage, but instead is mechanically adjusted after every short circuit. As the average wire oscillation frequency reaches 70 Hz, the arc length adjusts up to an average of 70 times per second. Even if welding speed or the electrode extension (stickout) changes, the arc length remains constant.
Such control allows for the process to bridge extremely large gaps in weld joints, which is a common problem for thin sheets. High heat input from conventional GMAW causes thin sheets to melt before the gap is closed. CMT's low heat input helps overcome this issue, enabling it to bridge large gaps in both welding and brazing applications (see Figure 5).
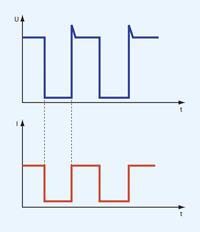
Figure 3 John Kelly (left) and Dale Nurmi show the plywood form they used to hold the induction coils for a recent piping project. The pipe rotated inside the form while it was being clad internally by a submerged arc welding machine. Because the coils never got hot, the plywood did not present a safety hazard.
Combining CMT and Pulse Welding
CMT has a very low short-circuit current. This means the heat input is low and the height-to-width ratio of the weld seam is high. However, this makes the "pure" CMT process suited for applications requiring low heat and minimal or average penetration. Pulsed GMAW produces good penetration, but it comes at a price: high (albeit focused) heat input.
Today digital controls can combine CMT and pulse processes: for example, perform one CMT cycle followed by three pulsed arcs, then back to CMT. Heat input, penetration, and weld seam geometry vary depending on the number of pulses between CMT cycles, from the "cold" CMT process (zero pulses) to the relatively "hot" pulsed arc process (see Figure 6).
When performing 10 pulses alternately with one CMT cycle, the heat input and penetration are almost identical to the pure pulsed-arc process, but with the advantage of having that exact mechanical adjustment of the arc length after every 10 pulses. Because the pulse offers good wetting characteristics, it also helps bridge large gaps.
Automating CMT
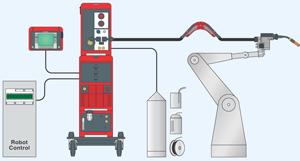
Because CMT can be highly controlled, it can be automated. The process requires fast communication between all components. The power source, for instance, needs to know what is happening at the weld pool and react immediately (see Figure 7).
CMT depends on the wire oscillating back and forth very quickly, and this creates some special requirements. The motor in a wire feeder only moves forward, and isn't built to react fast enough to accommodate CMT's wire oscillation requirements. For this reason, the motor in the welding gun itself must move back and forth at the required oscillation frequency. This creates a problem, however. At certain times the gun's motor pulls the wire back while the wire feeder motor pushes forward. Because these two motors sometimes work against each other, a weld setup requires a buffer between the wire feed and gun to give the wire some slack (see Figure 8). This also minimizes excess tension, so the gun motor can gain the wire almost force-free from the wire drum or spool.
Inside the welding gun (see Figure 9) sits something that's core to the technology: a specialized AC servomotor, without which the CMT process wouldn't be possible. The housing is small and has no gears, because oscillating at 70 Hz would deteriorate gears very quickly. The motor rotation occurs through precise digital control.
Thin and Dissimilar Metals
Welding thin metal—including aluminum, steel, and stainless steel—remains a primary application for CMT. Another application is spatter-free gas metal arc brazing. CMT also can handle any base and filler metal that conventional short-circuit GMAW can.
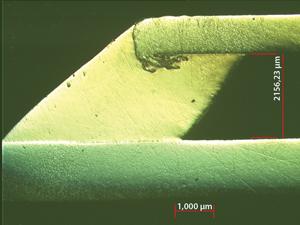
The process also helps when weight is an issue. For instance, carmakers continually strive to reduce weight to increase fuel efficiency. For joining two thin sheets together in a butt geometry, the heat input must be kept very low to obtain a weld; if the heat input is too high, the butting edges of the base metal simply melt away without a backing bar. CMT, however, can join 0.02-in. -(0.4-mm-) thick aluminum sheet in a butt geometry, without backing (see Figure 1).
The process also can join steel to aluminum, especially in demand today as the automotive industry considers materials besides conventional steels. During arc joining, a brittle intermetallic phase forms between the aluminum and steel. The thinner this intermetallic phase is, the better the joint's mechanical properties. One factor is heat. The greater the heat input, the thicker that brittle intermetallic phase. CMT, with its low heat input, can minimize that intermetallic phase and, as a result, create a structurally sound joint between these dissimilar metals.
CMT can be used to braze two metals together, including aluminum to galvanized steel. As shown in Figure 10, the process has melted the aluminum, but it hasn't made the steel entirely molten, thereby producing a brazed joint. In this instance, the galvanized material acts as a kind of flux that aids in joining these two dissimilar metals.
A Unique Welding Option
Like any other technology, CMT has its limits. Being a short-circuit process, CMT specializes in low-current applications. At higher currents, a short circuit does not occur, making CMT impossible (see Figure 11). Nevertheless, when low heat input is paramount, processes such as CMT have made GMAW a viable alternative.
About the Author
About the Publication

subscribe now

The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription- Stay connected from anywhere

Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
- Podcasting

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...
- Trending Articles
1
Steel industry reacts to Nucor’s new weekly published HRC price

2
How to set a press brake backgauge manually

3
Capturing, recording equipment inspection data for FMEA

4
Are two heads better than one in fiber laser cutting?

5
Hypertherm Associates implements Rapyuta Robotics AMRs in warehouse
