















¿Por qué cambian los ángulos del dado?
En el formado con aire en una prensa dobladora, el ángulo del dado juega un
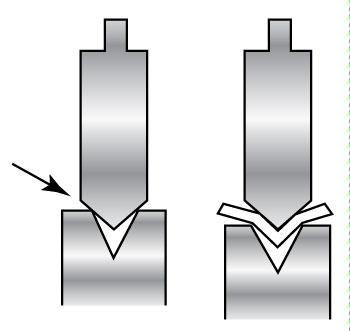
Figure 1: El no igualar el ángulo del dado y el punzón puede crear una situación peligrosa. Cuando el ángulo del punzón es mayor que el ángulo del dado (como se muestra aquí), el dado en sí puede romperse, y en algunos casos, explotar.
Desde el inicio de la Revolución Industrial hasta que el formado con aire se convirtió en el método de doblado con prensa elegido en las décadas de 1970 y 1980, los fabricantes embutían o acuñaban hoja metálica. Cuando doblaban placa u hoja a ángulos mayores a 90 grados complementarios, “formaban” el material. En realidad era formado con aire, pero en aquel tiempo el formado con aire como lo conocemos no estaba definido como un proceso.
En el acuñado, los dados se cortaban angularmente al ángulo estándar esta-blecido del doblez; se usaba un conjunto de punzón y dado a 90 grados para producir un doblez a 90 grados. Un punzón complementario a 45 grados hermanado con un ángulo de dado incluido de 135 grados “establecería” un doblez complementario de 45 grados en el material. En el punto de contacto pleno entre las caras del dado y las superficies del material, se aplicaba presión en la cara del punzón, y el material era adelgazado en el punto de doblez. No existía recuperación elástica porque el material era golpeado tan fuerte que realineaba su estructura molecular, dejando al material en una condición comprometida.
El embutido era un poco diferente. El radio seguía siendo forzado en el material, pero había una separación angular entre las caras del dado y del punzón. Esto reducía dramáticamente el tonelaje de formado, pero seguía usando el ángulo del dado como el ángulo establecido del doblez. Debido a que la mayor parte del doblado involucra ángulos de doblez de 90 grados, los dados comunes eran de 90 grados y los punzones eran de 90 u 88 grados complementarios.
También existían dados agudos para sobre-doblado a 45 y 30 grados. Pero insisto, el formado todavía estaba por definirse. El doblado en un dado agudo era a prueba y error, usando una pieza de prueba para desarrollar la deducción del doblez.
Problemas con el herramental planeado
Entonces, ¿cómo evolucionó el formado con aire a una operación definida? Empezó a finales de la década de 1970 e inicios de la década de 1980, con el advenimiento del herramental para prensa maquinado con precisión.
Antes de ese tiempo, todos los dados y punzones, sin importar el perfil, se entregaban en secciones largas. Sólo herramientas especiales y a la medida podían ordenarse en longitudes específicas. Esto significaba que las secciones de punzón y dado tenían que cortarse a partir de la herramienta más grande para crear juegos, y es aquí donde empezaban los problemas. Si no se ponía el juego de punzón y dado en el orden exacto en que se habían cortado y viendo hacia la misma dirección, el formado con aire sería una batalla.
Estas herramientas para prensa estilo planeado eran raras, en caso de existir, marcadas en la forma en que se marcan las herramientas modernas maquinadas con precisión. Usted no tenía idea de lo que eran los parámetros de herramienta: número de herramienta, límites de carga, radios y ángulo. No había dos herramientas iguales, o incluso la misma de extremo a extremo o de lado a lado. Cierto, sólo había unas cuantas milésimas de pulgada de diferencia de extremo a extremo, pero hasta una variación de 0.003 a 0.005 pulgadas de extremo a extremo en la herramienta podría aumentar a una diferencia de 0.008 a 0.010 pulgadas si no se emparejaba adecuadamente. Esto tenía un profundo efecto en el producto terminado.
Introducción de las herramientas maquinadas con precisión
La herramientas maquinadas con precisión son completamente intercambiables, emparejables, y tienen sólo de 0.0004 a 0.0008 pulgadas de error. Ese tipo de precisión, acoplado con el CNC, permitió que el formado con aire se convirtiera en un proceso definido reconocido. Una pieza de trabajo podía presionarse de manera consistente entre las dos esquinas superiores ahora altamente definidas del dado y la punta del punzón, creando el ángulo de doblez y el radio interior.
El formado con aire en términos prácticos significa que el radio interior es un porcentaje de la abertura del dado, con base en el tipo de material, y el ángulo es establecido por la profundidad de penetración en el dado. No hay contacto pleno entre el punzón, el dado y el material. Por lo tanto, el ángulo del dado no tiene efecto directo en el proceso de formado con aire. Esto además significa que usted puede producir rápida y fácilmente las partes requeridas sin importar el ángulo incluido del dado. Un ángulo de dado de 30 grados producirá el mismo radio que un ángulo de dado de 85 grados; es el ancho de la abertura del dado lo que cuenta.
Entonces, ¿por qué los ángulos de dado cambian? Hay dos respuestas separadas pero que coinciden en parte; una se relaciona con las aberturas angostas del dado, y la otra tiene que ver con dados más grandes.
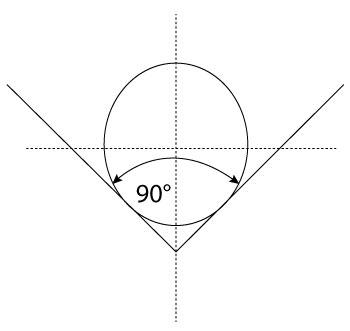
Figure 2: A menos que sean de un diseño a la medida, los punzones redondos de diámetro grande efectivamente tienen un ángulo de punzón de 90 grados.
El reino de lo pequeño
Los dados maquinados con precisión sin relieve están disponibles (con excepciones) en 90, 88, 85, 78, 73, 45 y 30 grados. La razón por la que los ángulos de dado cambian en parte es para compensar la recuperación elástica. Un ángulo más angosto de dado permite una mayor cantidad de penetración disponible en el espacio del dado, mientras que fuerza más el material alrededor de la punta del punzón durante el proceso de formado.
Conforme el radio del doblez se hace más grande, la cantidad de recuperación elástica aumenta. En un catálogo típico de herramientas usted encontrará que, hasta 0.05 pulgadas de abertura del dado hay muchos anchos disponibles, sin embargo la mayoría de los dados son 90 grados. De 0.5 a 1 pulgada, el número de aberturas de dado disponibles disminuye, y el ángulo cambia a 88 grados. De 1 a 2 pulgadas, la variedad de aberturas de dado se reduce más, y el ángulo de dado cambia a 85 grados. (Este ejemplo es para una discusión general; los catálogos de fabricantes de herramental específicos pueden diferir.)
Si usted usa una abertura de dado menor a 0.5 pulgadas, su material es delgado y el radio pequeño con poca o ninguna recuperación elástica. Si usa una abertura de dado de 0.5 a 1 pulgada, usualmente usted está trabajando con un doblez de radio mayor. Un radio grande tendrá más recuperación elástica, por lo que los ángulos de dado incluidos se hacen más pequeños. De 1 a 2 pulgadas, la variedad de ángulos incluidos disminuye de nuevo, y el grado de esos ángulos de dado incluidos disminuye aún más—de nuevo, debido a que los dados más grandes usualmente forman radios más grandes incluso con más recuperación elástica.
Tenga cuidado al seleccionar el ángulo del punzón, el cual debe ser igual o menor que el ángulo incluido del dado (vea la Figura 1). Si usted trata de emparejar un dado de 85 grados con un punzón de 90 grados, las herramientas interactuarán directamente y el dado se romperá. Si esto ocurre con herramientas templadas a un valor cercano a Rockwell 75, explotarán y lanzarán proyectiles.
Una última consideración tiene que ver con el ancho mínimo de la pestaña. Mientras menor sea el ángulo incluido del dado, mayor será el ancho de pestaña mínimo requerido. Por esta razón, es posible que tenga que revisar el ángulo del dado incluido con base en las pestañas mínimas requeridas.
Por ejemplo, para un ángulo de 90 grados, la pestaña mínima desde el borde de la pieza de trabajo hasta la línea de doblez es igual a 70 por ciento de la a-bertura del dado. Así que, multiplicando la abertura de un dado de 90 grados por 0.7, sabemos la dimensión mínima de la pestaña. Cuando se tiene un ángulo de dado de 30 grados, el multiplicador es 1.5 veces mayor que el de un dado de 90 grados, lo cual aumenta el ancho de pestaña mínimo requerido.
En el reino de lo pequeño, necesitamos revisar la abertura del dado y el ancho mínimo de pestaña al seleccionar un ángulo de dado. Necesitamos definir el ancho del dado con el ángulo más angosto capaz de producir los valores mínimos de dimensión de la pestaña y la abertura de dado adecuada para que flote el radio interior requerido, con base en la regla del 20 por ciento (vea la barra lateral).
En el reino de los gigantes
En el reino de lo pequeño, las aberturas y ángulos de dado son generosos, pero en el reino de lo grande, éste no es el caso. Poniendo aparte las herramientas diseñadas a la medida, los punzones de radio grande se hacen comúnmente de barras o tubos de pared gruesa. Estos punzones redondos efectivamente tienen un ángulo de punzón de 90 grados (vea la Figura 2).
En el reino de lo pequeño, si te-nemos 2 grados de recuperación elástica, necesitamos un punzón con un ángulo 2 grados menor que el ángulo de dado para proporcionar la separación que se necesita. Pero de nuevo, conforme aumenta el radio, aumenta la recuperación elástica. En hoja metálica, la recuperación elástica puede ser hasta de 60 grados—así que, ¿cómo se compensa esto?
Introducción del dado con relieve (vea la Figura 3). Aquí el espacio del dado ha sido realzado, y no hay contacto entre la cara del dado y del punzón. Esto permite que el punzón entre profundamente en el espacio del dado y, para compensar la recuperación elástica, aproveche el ángulo de dado incluido de 78 o 73 grados.
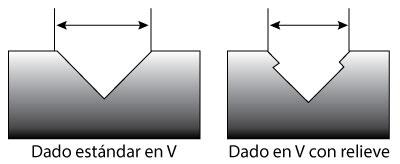
Figure 3: Una cara de dado con relieve permite al punzón bajar más dentro del espacio del dado. Esto puede ser crítico al compensar la recuperación elástica en aplicaciones de radio grande.
Aunque en este caso surge otra situa-ción: roturas múltiples (vea la Figura 4). Debido a que se está presionando un punzón de 90 grados en un dado con relieve de 73 grados, el radio interior del doblez será mucho más pequeño que el radio del punzón. Y debido a que se está haciendo un doblez agudo, de 30 a 60 grados más allá de 90 grados (de nuevo, por la recuperación elástica), el radio en la parte se volverá más reducido que el radio del punzón durante el formado. Note que esto puede ocurrir incluso en dobleces de radio pequeño, pero en dobleces de radio grande el efecto se vuelve más pronunciado.
Claro que se podría calcular con precisión el radio de punzón requerido necesario para que flote el radio de doblez deseado, pero esto es muy difícil de hacer. La mejor forma de mitigar este efecto es agregar una almohadilla de uretano de bajo durómetro con forma en el fondo del dado. Si no se cuenta con una almohadilla de uretano, una sección de manguera para agua de alta presión servirá para el mismo propósito. Conforme el material presiona la almohadilla, la almohadilla presiona de regreso la hoja, forzándola a tomar el radio de la herramienta mientras que sigue permitiendo una penetración profunda en el espacio del dado y la capacidad de incorporar el ángulo de dado angosto.
(Note que hay muchos otros estilos de dados, como las herramientas de uretano Rolla-V y especiales, diseñadas específicamente para dobleces de radio grande en hoja metálica. Éstas se basan en principios diferentes a los de los dados discutidos aquí.)
Previsión para cada reino
Seleccionar el ángulo y ancho de dado correcto requiere un poco de previsión con base en el producto y en el material, especialmente ahora que los fabricantes de herramientas están agregando más opciones de anchos y ángulos—89 u 87 grados, por ejemplo. Algunos están empezando a producir ángulos de punzón y dado en incrementos de 0.5 grados.
Cuando seleccione su herramienta, asegúrese de igualar el ángulo de dado y punzón correctamente. En el reino de lo pequeño, el ángulo de dado debe ser igual o mayor que el del punzón. En el reino de lo grande, usted necesita considerar las roturas múltiples, y el ángulo de dado debe ser realzado para permitir la compensación de la recuperación elástica.
Durante el formado con aire, el ángulo de doblez no se basa directamente en el ángulo del dado, pero eso no hace que el ángulo del dado sea menos crítico. Seleccionar el ángulo de dado incorrecto mínimo puede causar graves problemas de precisión y configuración. En el peor de los casos—cuando el ángulo del punzón es en realidad más ancho que el ángulo del dado—puede crear una situación peligrosa, que incluso ponga en riesgo la vida.
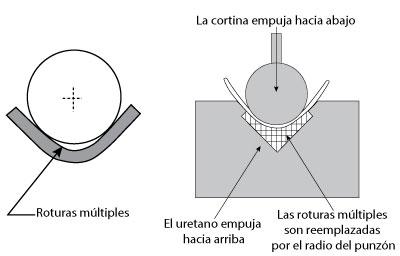
Figure 4: En un doblez de radio grande, ocurren roturas múltiples, en las cuales el radio se aprieta y no se adapta al radio del punzón durante el formado. Se puede mitigar este efecto insertando una almohadilla de uretano en el fondo del dado.
About the Publication

subscribe now

FMA Communications ha introducido al mercado la edición en Español de la revista The Fabricator. Esta versión consiste del mismo tipo de artículos técnicos y sección de lanzamientos de nuevos productos que actualmente presentan el personal de primera categoría de Fabricator en Inglés.
start your free subscription- Podcasting

In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...
- Trending Articles
1
Los operadores de prensa dobladora inexpertos hacen indispensable el repensar la seguridad

2
Máquina de corte por láser diseñada para el mercado mexicano

3
Prescripción para la reducción del desperdicio: arreglo esbelto de las instalaciones

4
La máquina procesadora de placas crea biseles complejos en un solo corte

5
El software guía a los soldadores a través de instrucciones de trabajo
