
















Midwest Territory Account Manager

Figure 1: An adhesively bonded plate created a joint that protects the end of the bracket from peel loads.
Fabrication involves numerous steps, ideally accomplished with the goal of cost savings and production efficiency. From product design and material selection to fabrication technique, each step requires choosing the most effective components and supplies to guarantee a successful outcome. One area where a fabricator can save time and money, as well as improve product reliability and aesthetics, is the joining process.
Adhesives can be used to bond joints in most applications that are now welded, including trailer and truck bodies, signs, electrical enclosures, and architectural doors and windows. While it is sometimes more economically favorable to use adhesives as an alternative to welding, there are still many important points for a fabricator to consider before making the changeover. Part design modifications and production procedure changes may be necessary to accommodate adhesive bonding and curing.
Adhesive bonding is a relatively new tool for many metal fabricators. That’s because older structural adhesives, such as epoxies and some urethanes, aren’t ideal for bonding bare metal to bare metal. Newer acrylic adhesives, though, have changed the situation, because they can settle in to the microscopic peaks and valleys on a bare metal’s surface. The joint strength depends on the joint design, but bonding strength can be as high as 4,000 PSI.
For fabricators, this has made adhesive bonding a viable option for a range of applications. Joints bonded with adhesives require little or no postprocessing cleanup, and the adhesive creates a leakproof seal. Unlike manual welding, adhesive application does not require highly skilled labor.
Still, like in any other precision manufacturing process, workers applying adhesive bonds must follow prescribed procedures. Before the adhesive is applied, the surfaces to be bonded must be prepared and cleaned. Surfaces must be free of contaminants for the adhesives to bond correctly. Operators load the adhesive cartridges and dispense the adhesive. They lay a bead down on one workpiece, place the mating workpiece on top, and squeeze the materials together. The more consistent the squeeze-out bead’s shape is along the length of the joint, the better the bond.
While the risk of injury is very low with adhesive use, fabricators still need to take precautions. Workers should wear protective clothing, gloves, and safety glasses. As with anything else, they always should refer to the material safety data sheets.
An adhesive joint requires sufficient surface contact between mating workpieces to allow for a squeeze-out effect, a tiny bead that squeezes out from between the clamped, mated surfaces.
An optimal joint design for adhesion is an overlap configuration of sufficient width. In most cases, a 0.75-inch to 1-in. overlap provides enough room for the adhesive to be applied and compressed with clamps. Sometimes joint designs can be modified, or a joining strip (backer patch) can be added. Adhesive joints also have limits in areas subject to peel loading—but again, minor joint design changes can sometimes overcome the problem (see Figures 1 and 2).
Adhesive bonding can be a faster overall process than welding because it eliminates the finishing step. Typically, welded joints must be ground and polished to smooth out the welded surfaces. Fillers and cleaners also are used to prepare the surfaces for further processing or painting. The finishing step can take hours.
All the time for grinding, polishing, as well as the cost for grinding consumables goes away in adhesive bonding. Cleanup is performed prior to cure, just after mating the two surfaces, while the adhesive is still wet. Once the joined parts have cured, the worker wipes the surface clean, and it is ready to paint.
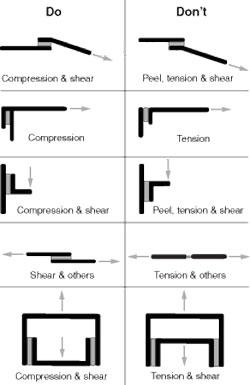
Figure 2: In adhesive bonding, joint design is critical. However, joints not appropriate for adhesive bonding (shown on the right) sometimes can be altered for the process.
Still, the workpiece can’t move on until it’s cured. Curing time depends on the application, but it’s usually measured in minutes, not hours. In fact, the biggest adjustment for fabricators often doesn’t involve the adhesion process itself, but instead the adjustments to their overall production to allow time for fixturing and curing.
Typically, welding is an instantaneous procedure; once a welder has laid the bead of weld, the joining process is complete, and it’s on to grinding and polishing. When making the transition to adhesives, a fabricator needs to adjust how parts move from the bonding process to the next step in the production line. Because adhesives eliminate grinding and polishing, overall manufacturing time becomes shorter. But joints bonded with adhesives must be clamped together for a certain amount of time until full cure is reached. The bonded parts can be relocated once fixtured, but they must be allotted the time needed to develop holding strength before the fixtures or clamps are removed.
Adhesives are especially good for bonding thin metals. Welding can cause thin metals to distort and discolor, and oxidation can occur, requiring extra finishing work. Adhesives will not change the properties of thin metals, and they can eliminate stress concentration points. They also will not destroy galvanized coatings and offer the ability to bond and seal in one step.
Adhesive bonding is also suitable for applications where welding can be problematic or impossible, such as with certain materials, dissimilar materials (see Figure 3), difficult-to-weld areas, or where high temperature is a concern. Welding thin-sheet aluminum on a trailer roof is one example. The thin aluminum sheet can be extremely sensitive to excess heat input from welding. In this situation, fixtures may be modified to accommodate adhesive bonding, which, being a nonthermal process, eliminates the heat input problem.
Joint access is another factor. Applications with difficult-to-reach joints (see Figure 4), such as those in deep recesses, also can be suitable for adhesives. A weld gun can be manipulated in spaces that are only so small.
When considering adhesives, fabricators should analyze their processes and first consider any joining application in which adhesive bonding would be a drop-in replacement with little or even no design changes needed. The change may require only procedural and part-flow changes. Next, they should consider products that don’t already have an ideal joint geometry suited for adhesive bonding, and find out if a joint geometry change would be worth the effort.
An example of such an application is aluminum extrusions used to make sign frames. Similar to a picture frame, the sign frame has mitered corners at 45-degree angles. Welding these corners isn’t easy; the joints are susceptible to discoloration and distortion. But these corners are essentially butt joints, with no material overlap—not ideal for adhesive use. This design can be changed to add a corner key, or angle, which increases the surface area contact between the mating components.
This application isn’t a simple, drop-in replacement for welding; it requires some engineering. But the effort may pay off because adhesive bonding not only makes the joining process more efficient, it also reduces the manufacturing variables. And workers no longer have to worry about excess heat input from welding. The result: efficiency and quality both improved.
The decision to switch over to joint bonding with adhesives can’t be made overnight, and it requires a holistic view. It’s not about the speed of welding versus adhesive bonding. In many cases, a manual welder can lay down a bead just as fast if not faster than a person laying down a bead of adhesive—and that adhesively bonded joint needs to be clamped into place and given time to cure. But the adhesive joint does not require finishing and polishing, so often the job can jump right to painting or subassembly.
An adhesive bond may require a new kind of joint design, and the new process can alter manufacturing procedures and work routings. But if the process helps make joining more consistent and reduces overall manufacturing time, adapting the process may be worth the effort.

The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...






{kind=link}