















Fastener insertion technology moves ahead
Advances in other technologies now being adapted to hardware insertion
 |
| Advanced hardware insertion technology offers visual guides to ensure correct insertion and allows fabricators to install multiple sizes and types of fasteners. |
It's a fact many have pondered often for many years now but that must continue to be discussed: The face of fabricating in North America is changing, and fabricators must change to stay competitive.
Fabricators are required to reduce lot sizes, accelerate turnaround, and eliminate defects—all while being squeezed on prices. Technology, in the form of more and more advanced equipment, is helping them meet these demands and remain profitable.
Over the past three decades, technological advances have helped increase productivity. Single-station punching machines have evolved into turret punching machines capable of more than 1,000 hits per minute. The manually set press brake backgauge has been replaced with multiaxis, servo-driven gauging systems.
Fastener Insertion Process Evolves
While those other machines were undergoing dramatic transformations, hardware insertion machines remained virtually unchanged. Today, though, hardware insertion machines are evolving to incorporate many of the same technological advances.
In many shops hardware insertion is one of the most labor-intensive operations. The typical shop installs a variety of fasteners, from common nuts, studs, and standoffs to panel fasteners and flush nuts. Part size varies from small brackets to extremely large panels. The parts often need more than one type or size of fastener.
The equipment needed to insert the fasteners usually depends on the total annual volume of fasteners inserted. Those installing very few fasteners often opt to use an arbor press or develop a setup on a press brake. Fabricators installing larger numbers of fasteners usually turn to dedicated hardware insertion machines.
A typical hardware insertion machine installs one type or size of fastener at a time. To process parts or assemblies that require more than one type or size of fastener, fabricators must either handle the parts multiple times on one machine—inserting all of one type or size, changing the machine setup, then inserting the next size or type, and so on—or set up multiple machines, one for each type of fastener. In terms of handling, each part must be picked off a stack and restacked for each size or type of fastener. Therefore, a part with three different fasteners requires each part to be handled three times. It may be necessary to add insertion machines and additional operators to increase capacity.
With the ever-increasing productivity of turrets and press brakes, some fabricators have found that their single-insertion stations now are bottlenecks, costing them time and money. This is where new hardware insertion machines equipped with PC-based control systems can make a difference.
Avoiding Multiple Handlings
Fabricators found long ago with press brakes that it is far more productive to pick up a part once, make all the bends in the part, and put it down. The introduction of CNC multiaxis backgauges made it possible to eliminate the non-value-added time of multiple part handlings required when using manual, single-axis gauges.
Multiple part handlings in the fastener insertion area can be eliminated with machines that combine the PC control with electronically controlled hydraulic and tooling systems that allow the insertion of more than one type of fastener.
 |
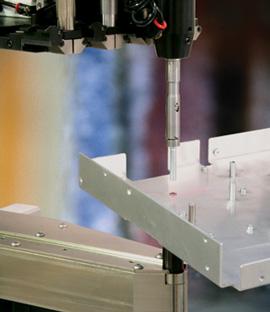
| Figure 1 With new hardware insertion machines, operators can install multiple sizes or types of hardware, usually up to four, while handling the part only once. |
Using this system, the operator can set the necessary parameters for each fastener, including the force applied to the fastener, control of the machine's upstroke, and dwell time. The tooling system allows either automatic or manual insertion of the fastener. Once the part is programmed, the operator can install multiple sizes or types of hardware, usually up to four, while handling the part only once (see Figure 1).
The productivity increase fabricators can achieve is proportionate to the number of different fasteners in a part and also to the size and complexity of the part. The larger and more complex the part, the more time and space that are required; therefore, the time and space savings a multiple-insertion system can provide are more pronounced with larger, more complex parts and assemblies.
The size and complexity of the part affects handling time. Larger parts require more time to handle and more space. Operators may have to shift pallets of large parts in and out of the work area. Parts with delicate finishes or large bends require careful stacking.
Fabricators implementing modern lean manufacturing techniques benefit from the ability to reduce part handling. Multiple handlings require that all the parts are kept near the insertion machine, and so the parts cannot move on until all the handlings are complete. When the part is handled just once, it can move immediately to the next process, enhancing work flow.
Setup Time Reduction
The force adjustment is one of the key time consumers during insertion machine setup. In a typical setup, the operator dials in the force until the fastener is seated properly.
The PC control helps reduce this non-value-added activity. Just as the control system allows the creation and storage of programs on turrets and press brakes, it allows the creation and storage of programs on modern insertion machines. Parameters such as force are permanently stored with the program. After the part has been programmed, the operator needs to call up the program only once, and the parameters are uploaded each time the part is run. In addition to reducing setup time, this ability helps improve quality.
Quality
Many fabricators identify their hardware insertion stations as their biggest quality challenges. Quality is a major concern, because by the time a part gets to the insertion machine, it already has a lot of value. Scrapping a part at this stage can be very expensive. Also, parts that leave the fabricator and arrive at the customer with undiscovered hardware problems often cause a financial penalty, whether that is additional inspection and rework, back charges for the mistakes, or loss of a contract.
Some typical insertion quality problems are missing fasteners; fasteners installed with the incorrect force; fasteners installed in the wrong holes or on the wrong side of the part; incorrect fastener type or size; and damaged or scratched parts (often caused by multiple handlings). These problems exist partly because proper fastener insertion still relies on skilled and conscientious operators.
Consistency. When a program is created and stored in a PC-controlled insertion machine, the parameters are the same every time that part is run. Most insertion machine software allows password-protected access levels so that, if desired, an operator can alter only those parameters with editing access.
This is especially important in areas where the labor pool for insertion machine operators is transitory. The fabricator can be assured that the operator does not have to determine subjectively if the machine is set up correctly.
Missing Hardware. Of all the quality problems related to hardware, missing hardware is the most common and most costly. Quality control features driven by the PC not only help fabricators get all of the fasteners in all of the holes in each part during the insertion stroke, thet can control tool changes that must take place before actual fastener insertions and provide visual guides that show the operator where to locate the fastener.
The presence of fasteners during the insertion stroke usually is verified through the use of vacuum switches. A vacuum secures fasteners to the insertion anvil during the machine cycle, and a vacuum switch is used to detect if the fastener is present. If the fastener is not present, the insertion stroke is not allowed to continue.
Some new hardware insertion machines use tool-changing systems that are linked to the software. These systems, changed either automatically or manually, do not allow the operator to proceed to the next fastener or fastener type until the required tool change is complete—and the tool change will not take place until the required number of fasteners is inserted.
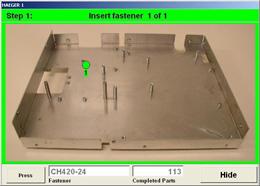 |
| Figure 2 A new development in hardware insertion software is a visual guide that displays the part on the control screen to show how the part is to be presented to the tooling, the points of insertion, and precisely where the fasteners belong to guide the operator through the fastener insertion process. |
The visual guide is a new development in hardware insertion PC software that mirrors fairly recent developments in press brake software. Like press brake software, the part can be displayed on the control screen to show how it is to be presented to the tooling and the points of insertion. Multiple views of the part are used to show precisely where the fasteners belong (see Figure 2). This feature guides the operator through the insertion of all the fasteners in the part and can be color-coded to differentiate more clearly between them. Shops no longer have to keep sample parts with notations on them to help operators learn the location of the fasteners.
With new technology, the images can be stored within the programs and displayed when the program is recalled. In addition to eliminating missing fasteners, the on-screen guide helps ensure that the fasteners are inserted in the correct holes and on the correct side of the part.
Part Damage. Another significant quality issue plaguing fabricators is damage to parts in the hardware area caused by multiple (or unnecessary) handling. Single part handling allows fewer opportunities for scratches, dings, or damage. This is especially critical for delicate parts, such as cosmetic and plated parts, or workpieces with very thin details that can be bent easily.
It follows that the risk of part damage resulting from handling four fasteners four different times on a single-insertion machine can be reduced by 75 percent when all four fasteners are handled at one time.
As fabricators continue to face many challenges to stay competitive, hardware insertion machine improvements can help improve a critical area that is long overdue for change.
T. C. Boster is vice president of Haeger Inc., 811 Wakefield Drive, Oakdale, CA 95361, 209-848-4000, fax 209-847-6553, tboster@haeger.com, www.haeger.com.
About the Author
About the Publication

subscribe now

The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription- Stay connected from anywhere

Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
- Podcasting

In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...




