















Joining metal with adhesives
Advantages, applications, and precautions

The use of proper dispensing equipment allows the end-user to get the benefits of a two-part adhesive without weighing products and mixing them by hand. Here a two-part mix acrylic is dispensed through a mixing nozzle onto a metal assembly.
Adhesives used in assembly processes involving metal substrates and components fall into one of two categories: structural adhesives, which are used to bond components and are the primary means of supporting a load; and machinery adhesives, which typically augment the seal or holding force of a mechanically joined assembly.
By understanding the processing and performance benefits adhesives offer, you can streamline manufacturing operations and produce robust assemblies while lowering overall assembly costs.
Adhesives offer several advantages that make them an attractive alternative to mechanical fastening or thermal joining, such as welding, soldering, and brazing:
- Can be effective on dissimilar metal substrates with dissimilar melting points
- Do not cause distortion, discoloration, or weld worms that may require secondary operations such as grinding or painting
- Do not need to have holes drilled into the material in preparation for fasteners. The removal of material (holes) can alter the design of the assembly and weaken the substrate
- Distribute stress load evenly over a broad rather than concentrated area, reducing stress on the joint
- Are invisible within the assembly
- Resist flex and vibration stresses
- Form a seal, as well as a bond, which can protect the joint from corrosion
- Can easily join irregularly shaped surfaces
- Increase the weight of an assembly only negligibly
- Can bond heat-sensitive materials
- Limitations include:
- Fixturing and developing full-strength (cure) can increase the length of time required for assembly.
- Surface preparation requirements add time and material costs.
- Joints cannot be disassembled easily.
Structural Adhesives
An adhesive's heat resistance and chemical resistance are important considerations for metal bonding. Metal substrates and adhesives have widely different coefficients of thermal expansion (CTE), which, during repeated heating and cooling, can cause the bonded joint to weaken. Some adhesives are sufficiently resilient to accommodate these stresses. Also, for metals such as aluminum and steel that can form a loose oxide layer in moist environments, some adhesives prevent moisture from reaching the metal surface in the bond joint.
Seven "families" of adhesives are commonly used to bond metal. The four adhesive technologies most commonly used for metal bonding—two-part no-mix acrylics; two-part mix acrylics; two-part epoxies; and polyurethanes—deliver high bond strength and can withstand harsh environments.
The remaining three chemistries— cyanoacrylates, light-cure acrylics, and silicones—are suitable for specific applications but are either less capable of withstanding harsh environments or offering the high bond strength of the other families.
Two-part no-mix acrylics are durable, tough, and can develop bond strength very rapidly, but offer limited depth of cure.
Two-part mix acrylics offer improved depth of cure and are durable and tough, but tend to cure slowly.
Two-part epoxies offer high strength, durability, excellent depth of cure, and temperature resistance, but are slower to cure than either of the acrylic families.
Polyurethanes deliver superior flexibility and toughness, but cure more slowly than the acrylics and can withstand temperatures only up to 300 degrees F.

A structural adhesive is applied by hand to a metal assembly. Because adhesives can be dispensed relatively easily and cure rapidly, they are suitable for high-speed manufacturing processes.
Cyanoacrylates, or instant adhesives, are one-part chemistries that cure rapidly at room temperature to give high shear strengths. The benefits of simplified processing are offset by performance limitations such as shallow depth of cure and poor peel strength.
- Light-cure acrylics cure in seconds on exposure to suitable light and offer good strength properties, but typically should be used where one substrate can transmit light through to the bond line.
- Silicones have longer cure times and low cohesive strength, but maintain their properties over a wide range of temperatures and offer excellent resistance to environmental conditions.
The best structural adhesive for a specific application should be determined by considering critical factors such as substrates to be bonded, end-use operating environments, and the manufacturing process.
Machinery Adhesives
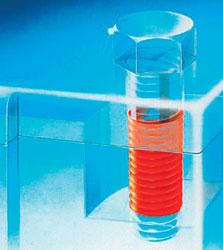
The term machinery adhesives refers to the family of anaerobic adhesives that are typically used in applications such as threadlocking; retaining rigid, cylindrical assemblies; and sealing between flanges. An anaerobic adhesive remains liquid until it is isolated from oxygen in the presence of active metal ions, such as iron or copper. For example, when an anaerobic adhesive is sealed between a nut and a bolt on a threaded assembly, it rapidly cures, or hardens, to form a tough, crosslinked plastic with tenacious adhesion to many metals. Though anaerobic applications differ widely, in most cases the adhesive provides high shear strength and exhibits very little flexing or peel forces.
When anaerobic products are used to lock threaded assemblies together, they prevent loosening and corrosion of the assembly, maintain proper clamping force, and offer controlled torque for fastener removal. As the liquid threadlocker cures, it forms polymer chains that find their way into every tiny imperfection in the threads. The adhesive completely fills the microscopic gaps between interfacing threads to positively lock and seal threaded assemblies, preventing lateral movement and protecting the joint from corrosion that can result from moisture, gases, and fluids.
In manufacturing operations in which application of a liquid threadlocker is not desirable, preapplied dry threadlockers are available that cure when the threaded unit is assembled. Thicker paste versions of these anaerobics find wide applicability in sealing threaded pipe sections together. In addition to eliminating loosening of the assembly, these materials prevent galling, offer improved lubricity, and seal the joint to prevent leakage.
For rigid, cylindrical assemblies, such as joining a bushing to a shaft, anaerobic adhesives, or retaining compounds, enable you to bond assemblies that once could be assembled using only press fits or shrink fits. Press fits and shrink fits often require tight manufacturing tolerances and costly surface finish requirements; involve cumbersome heating and cooling of components before assembly; and can result in distorted assemblies. Retaining compounds allow you to open your tolerances, ease surface finish requirements, and produce high-strength assemblies.
Anaerobic adhesives also are widely used as formed-in-place gaskets that provide a seal between flange faces. Because they allow you to create joints with a line-to-line fit between metal flanges, they eliminate the need for tightly controlled flange surface finishes and the problems associated with compression gaskets, such as compression set, bolt relaxation, and fastener loosening.
Surface Preparation Is Critical
No matter which type of adhesive is used, surface preparation is critical in ensuring a lasting and stable adhesive bond, because bond strength is determined to a great extent by the degree of adhesion between the substrate and the adhesive.
Surface oxidation or rust impedes adhesion and must be removed to ensure an optimal bond. Some metals, such as carbon steel, are treated with oils or other rust preventives that also can adversely affect the bonding process. While certain adhesives can bond through surface contaminants, others may require a preliminary cleaning process before bonding.
Joint Failure Not a Strength Issue
Joint failure rarely involves adhesive strength; rather, it is due to poor design, inadequate surface cleaning and preparation, or improper adhesive selection for the material and the operating environment.
Assemblies always should be tested thoroughly in the design phase to ensure that bonding will be successful during manufacturing and for the life of the device.
About the Author
About the Publication
subscribe now

The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription- Stay connected from anywhere

Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
- Podcasting

{kind=link}
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...
- Trending Articles
1
AI, machine learning, and the future of metal fabrication

2
Employee ownership: The best way to ensure engagement

3
Steel industry reacts to Nucor’s new weekly published HRC price

4
How to set a press brake backgauge manually

5
Capturing, recording equipment inspection data for FMEA
