















Independent Consultant

In many of our workshops we show a 30-second video of people passing a number of balls back and forth. When instructed to watch and count the number of times a group of people in white shirts transfer the ball, workshop participants usually have a lively debate about the actual number of ball transfers. But even more surprising, almost everyone misses the fact that a large gorilla walks through the scene, beats his chest, and casually ambles off.
Humans aren’t good at multitasking or inspecting for defects. The purpose of Six Sigma techniques such as poka-yoke (mistakeproofing) is to eliminate the need for operator intervention or inspection. Building a process that is free of variation will nearly eliminate the need to look for a defect.
Mistakeproofing requires more than just knowing about Six Sigma and other continuous improvement methods. Case in point: During the 1980s the leadership team of our precision sheet metal shop frequently attended conferences and workshops in an effort to educate themselves (and by extension the rest of us) about continuous improvement. A tsunami of strategies and books were available, promoting everything from JIT, the Toyota Production System, business re-engineering philosophies, and other theories of one kind or another. Every six months the company leadership would return from a conference carrying armloads of new books, declaring that they had discovered “the answer,” the magic bullet promising to turn our company into the standard by which all other companies would be measured for decades to come (see Figure 1).
Let me tell you, it was a bit frustrating for me and my team. While their heart was in the right place, it was like we were starting over every few months. After a very frank discussion with company leaders, we all arrived at a consensus that we needed to distinguish improvement tools from objectives: The tools will come and go, but the objective should stay the same. We wanted to be the preferred sheet metal provider to our customers, and that objective would not change just because someone wrote a new book or discovered a new tool or technique.
Lean, Six Sigma, and the host of other improvement disciplines are simply a set of tools, and not every tool gets used every day. We have an obligation to teach our teams how to identify a problem and then be able to apply the correct continuous improvement technique to repair or bring the process back to a desired condition.
There is often a misconception that lean is a subset of Six Sigma or vice versa. Some Six Sigma disciples discount the value of lean, and at times lean proponents minimize the importance of Six Sigma. Yes, lean and Six Sigma are different, but they can complement each other rather than contradict or compete with each other.
Over the years world-class behaviors and continuous improvement in our manufacturing environments have become nonoptional. It’s not about pushing for this or that continuous improvement methodology. It’s about choosing the tools that work and learning to use them the right way. Ultimately, you can use improvement tools, including poka-yoke, to improve not only the company’s processes, but also its culture. Any truly sustainable improvement effort requires both.
Consider one company that fabricates and assembles 3-foot-wide by 4-ft.-deep by 6-ft.-tall mainframe computers. At one point this manufacturer was experiencing 24,000 defects per million opportunities (DPMO) in their assembly department. Most defects related to the 450 pop rivets being used in the subassembly and final assembly process.
If someone forgot a single pop rivet, it might not show up until months later during some card-guide installation by the end user’s IT department. In some cases, the company had to send someone halfway around the globe to disassemble the enormous cabinet just to access and install one missing rivet. This cost the company about $400,000 per year.
A kaizen team was assembled to examine their processes and brainstorm ways to minimize or eliminate the chance of someone missing a rivet, bolt, zip tie, or other electromechanical component. The team objective was to reduce DPMO to less than 2,400. An organization operating at Six Sigma performance would have no more than 3.4 defects per million.
Figure 1
On their own, improvement methodologies—as described
in countless books—are just tools. To be effective, they need
to be chosen carefully and used in the right way.
One adopted solution was to provide the assembly team with a kit of preloaded pop rivet trays. This meant that the pop rivets were presented at an ergonomically friendly, repeatable, and precise angle. The trays were arranged in the exact sequence that they were to be installed, creating a best practice and standardized work method.
The number of pop rivets in the kit matched exactly the number required for the subassembly. If there were any left over, the assembly team knew they needed to perform corrective action. They recognized significant improvement and, as an outgrowth of this project, used variations of this strategy in many other assembly areas.
Similarly, a team member at Madras, Ore.-based Keith Manufacturing, a producer of walking floors for the trucking industry, came up with a small white board arranged as a shadow board to help mistakeproof the assembly of hydraulic fluid manifolds. If an O-ring or check valve was missed during assembly, a field technician might have to fly to North Dakota in the middle of winter to lie on his back on an ice-covered highway and crawl under a 53-ft. trailer to disassemble and repair a nonfunctioning hydraulic system. A decade ago such an event was somewhat commonplace. No amount of inspection had ever solved this problem. But developing this poka-yoke device—a simple shadow board—has all but eliminated it.
As a test, go back to the previous paragraph and count the number of times that the letter “f” appears. Most people will count eight or nine—but there are actually 15. We are not good at inspection. That’s why we must find ways of taking the human element out of the inspection process. Remove variation and variables, and you eliminate the defects.
Consider another example, an investment casting company that was dealing with a 6 percent waste rate. The manufacturer makes various products for the medical industry, including artificial knees and hips, along with myriad aerospace and commercial components. While it is not a sheet metal shop, the company’s story shows the need to examine each process to identify and eliminate variation.
The shop had a process that generated six defects out of each 100 molds. The molds would develop hairline cracks that were detectable only when they failed after pouring molten metal into them. Having 2,700-degree-F molten cobalt running out of a cracked mold and onto the floor (actually into a sandpit) was a substantial safety hazard, as well as a multimillion-dollar waste problem. At $35 million in annual sales, the shop was throwing away about $2.1 million worth of products. Defects required employees to remake the mold from scratch, which of course prolonged lead-times significantly.
After scrutinizing the process, the kaizen team identified 150 process variables, and they uncovered six related to two different types of wax being used to create a mold. Virgin wax was used for the actual component, while reclaimed wax was used to provide pathways for the molten metal to move through the mold and enter the component cavity.
It turned out that the virgin wax melted at a lower temperature than the reclaimed wax, which tends to work-harden after repeated melting cycles. Due to the required positioning of the mold in the autoclave, the difference in melting temperature allowed the virgin wax to melt, expand, and sometimes crack the mold long before the reclaimed wax began to melt.
The company did not want to bear the cost of using virgin wax for the entire mold, so the team tested and proved that engineering a vent into each mold allowed the virgin wax to expand while permitting sufficient time to melt the reclaimed wax.
Here’s the takeaway: Instead of trying to develop a method of detecting or inspecting for defects, the team designed a process to eliminate cracks. The problem was solved, and no further inspection was required. This yielded nearly $3 million in savings annually, and the company got a significant safety improvement to boot.
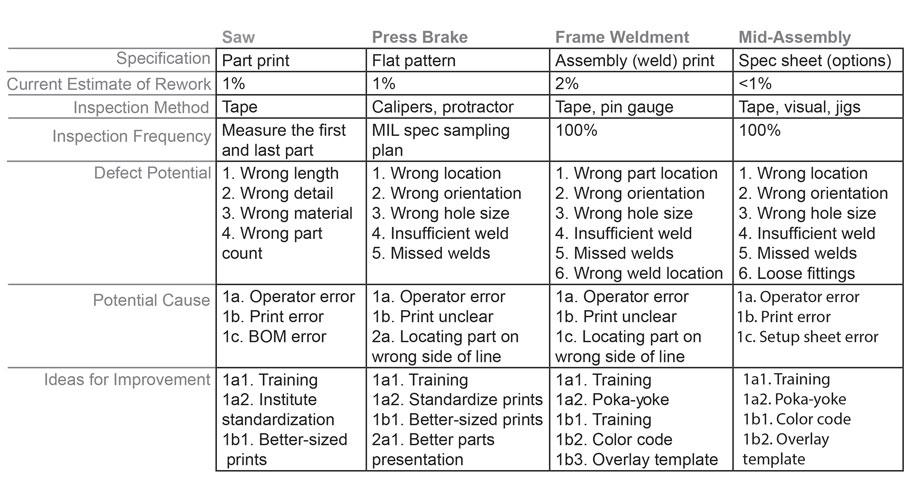
Figure 2
Using a quality map, you can identify the variables at each step. If you can eliminate a variable, you no longer have to look for the defect related to that variable.
Like in investment casting, machining, and any other manufacturing operation, precision sheet metal fabrication has plenty of variables: material condition, material type, tool condition, setup method, handling method, machine setup, and so on. When you perform value stream mapping, you can also conduct a quality mapping exercise. It is not uncommon to identify 100 to 200 variables in a typical 10- to 15-step process: shear, punch, laser, grain, hardware, form, spot weld, weld, paint, assemble, and so on. Using a quality map, you can identify the variables at each step. If you can eliminate a variable, you no longer have to look for the defect related to that variable (see Figure 2).
About seven years ago, Alvin Elbert, owner of Newberg, Ore., A.R.E. Manufacturing, had grown frustrated with the arrogant attitudes and lack of loyalty among seasoned job applicants. So he decided to explore an alternative: Take the black magic out of the process and make it easier to train new employees. Today he avoids hiring experienced machinists with the wrong attitude. Many new hires are fresh out of high school.
Of course, Elbert didn’t just wake up one day and decide to change his hiring practices. The decision came after several years of sustained continuous improvement. In 2005 A.R.E. was set to expand its current building at a cost of over $1 million. By spending $300,000 on tool standardization, managers found the productivity and capacity they needed—without expanding the building.
An unexpected benefit of their standardization and simplification efforts was that they unintentionally developed a mistakeproof process. It permits operators to focus on productive work rather than endlessly filling out run charts, and it eliminated the need for constant scrutiny.
According to Elbert, after about three years of improvement efforts, they hit a plateau and soon recognized that in order to achieve the next level of performance, they needed to address the human element. They brought in trainers to help A.R.E. management manage people more effectively. Just the fact that Elbert and a few others had years of experience did not necessarily mean they were highly qualified to lead their teams.
Evidence demonstrates that they made the right decision. Their 2008 turnover rate was 30 percent; it is now less than 7 percent. They spend a little more time upfront, interviewing people not just for their machining experience but for math and mechanical aptitude. They also have implemented a companywide lean training program. Each employee is required to participate in over 40 hours of world-class manufacturing training, a program developed by Alvin’s daughter Megan. The training has won awards and has been recognized by the state of Oregon for its excellence.
Think about it: All of this recognition is going to a shop where new hires are sometimes fresh out of high school and have little or no machining experience. By standardizing tooling and documenting best practices, programming to a standard tool load, and prestaging tools for each of the hundreds of job combinations they might run in a given day, Elbert has been able to extract the tribal knowledge from the process (see Figure 3). A job that used to require a three- or four-year veteran machinist now can be accomplished by a three- or four-month trainee.
This highlights an important element of errorproofing as well as continuous improvement in general. A sheet metal shop can develop shadow boards; cut tab and slots so that two formed components can go together only one way; develop bend sequences so it’s physically impossible to bend a flange backward; the ideas go on and on.
But no errorproofing process can overcome poor attitudes or unqualified leadership. By standardizing, errorproofing, and strong training, A.R.E. eased training and broadened its potential talent pool. The company also provided training to its leadership.
Errorproofing and standardization are continuous improvement tools that can open up myriad opportunities, and not only in manufacturing efficiency. In a sense, they can be one small spark (among many others) that can ignite positive cultural change.

Figure 3
Good organization and well-documented practices, along with comprehensive training, have allowed A.R.E. Manufacturing to be successful in hiring new employees with little or no technical experience.
By Marcel Schaerer
This story provides an insight into how we see and perceive the world around us, and how each of us, through our unique lenses, interpret information presented in work settings. It highlights the importance of reflecting on cultural diversity, language, and communication issues in the workplace.
While working with a client on a relatively new project, I attended a typical MSDSs (material safety data sheets, now known as SDSs, or safety data sheets) presentation by a departmental manager. After the presentation, Rosa, who worked in the assembly department, approached me and politely asked to speak in private.
We distanced ourselves from the group and with curiosity she asked me, “Señor, who is Emma Dias?”
I looked at her and said, “What do you mean by Emma Dias?”
She said it again. “I just want to know who Emma Dias is.”
She paused, looked at me again, and said, “Emma Dias, the lady who is sometimes mentioned during our safety meetings.”
I suddenly realized what she was asking. Emma Dias was MSDS. She was referring to the MSDS acronym she had heard—MSDS, MSDS (slowly), MSDS (even slower)—that over time became Emma Dias in her mind. She heard it time and time again without associating the sounds to MSDS. She thought about Emma Dias, a person who somehow had something to do with safety and chemical products.
We cannot assume that everyone hears or interprets information in the same way, especially in multicultural environments where multiple languages are being spoken. Our productivity, safety, and quality systems can be only as robust as the depth of understanding of our team members.
Marcel Schaerer is president and owner of International Professional Development Services, 5775 S. Fort Apache Road, Suite 100, Las Vegas, NV 89148, 702-938-8036, www.ipdstraining.com.

Independent Consultant


The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...





