















General Manager and CEO

Figure 1: Spacial scanning creates a digital representation of existing stamping lines, enabling simulation of future processes.
Say a new program launches, die development commences, and a stamper wants to install or upgrade its press line automation. The company orders pick-and-place robots and end grippers, designed around a specific part or part family. All looks good—until the actual installation.
It turns out that the die clearances aren’t sufficient to let the robot’s gripper tooling enter the die space and retrieve the part. The gripper framework needs to change—not an incredibly involved process if the robot tooling is modular, but it still takes time, which is a premium when the press line is down. Even worse, the dies themselves need to be altered to attain the required clearances for reliable part transfer. So the stamper must remove the tools and take them to a die maintenance area to have a pocket milled out of it. Hours and days pass, and costs mount.
The problem here is twofold. The first is a communication breakdown between the parties involved. Second, the company didn’t have adequate information available to solve all of these problems on the front end. This is where process simulation comes into play. Simulation allows stampers to test and adjust a new process virtually before investing in equipment.
Still, simulation requires reliable CAD files of the environment. This may be impossible for press lines in older plants. In fact, problems can arise even in new plants. Say a digital design file of a new facility or press line places a specific pick-and-place robot in a certain area, but in the real plant that robot may be several inches off. In some applications, just several inches can mean the difference between smooth part transfer and a collision.
The reality is that most simply do not have enough electronic data to achieve relevant simulations. It is here that 3-D spacial scanning has stepped into the picture (see Figure 1). Just as statues from the Renaissance are scanned and digitized for more study, vintage stamping facilities can be recorded using image-capture with 3-D area scanning. For aging and new plants alike, 3-D scanning brings new opportunities for productivity within grasp.
With simulation, it is now technically feasible to visualize production and eliminate various problems. It allows press transfer devices, robots, and peripherals to be optimized for clearance and cycle time. In essence, it allows stampers to “see” their facility in action, virtually, before they physically invest in new automation and part transfer tooling.
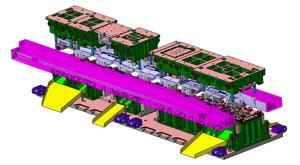
Such simulation has proven robust enough that it is now required for some OEM projects. Software tools in certain CAD platforms ensure the geometries on dies match the OEM part data. Other tools can verify that no interference between part transfer tooling and dies exists (see Figure 2).
But again, such simulation requires reliable CAD files of the environment, and here is where 3-D spacial scanning has proven its worth. In essence, the technology ensures the virtual world accurately reflects the real one.
For years stampers around the world have scanned their older dies to create good CAD models, so they can quickly produce replacements. Even though the industry produces virtually all of its new dies with CAD models, technicians often make last-minute modifications during prove-out. In the rush to ship, these changes may or may not be captured in a digital file. This is why many companies scan new dies as a hedge against undocumented changes.
Scanning now can be applied to an entire press line or facility. Technicians act as digital cartographers, of sorts. Using special equipment, they scan specific areas of the presses, tooling, and automation, gathering the building blocks to create a comprehensive digital picture.
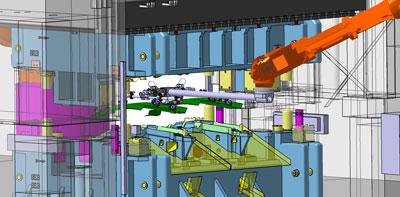
Figure 3: From the start, a simulation reveals how a robot interacts with press components, including any potential collisions with the die
From a broad perspective, a laser scanner gathering data of an entire press line is a bit like Google’s mapping car that may have driven through your neighborhood. It captures data and combines images to create one continuous environment.
To perform the process, a technician places specialized tracking balls throughout the press line, providing reference points for the actual position of everything on the floor, from robot arms to bolster plates. This is roughly analogous to digital imagecapture systems used in the movie industry, where actors are covered with dots that serve as reference points for a scanner to track.
Of course, in manufacturing the scanning technology is far more accurate. In fact, iterations of this technology have been used for 3-D mapping of oil rigs, so engineers can compare how many millimeters these rigs have moved after an earth tremor.
Scanning an entire press line or facility and then converting those 3-D area files into CAD files is an involved process, but it is one that has become more economically viable in recent years. Several factors have helped make this happen. First is accuracy. Scanners now can reproduce static components within 1 to 3 mm, and they track dynamic accuracy of moving elements within 1 mm. The latter is key. Scanning can’t serve a simulation well unless it can track moving elements, such as the swing of a robot arm, precisely.
Second is price of the scanning technology. This includes the laser itself as well as the specialized software needed to create 3-D CAD models from the millions of cloud points generated by laser scanning. It’s still out of range for many stamping operations, but the price has come down enough for firms that specialize in the service.
Third, scanning the line to capture accurate digital data opens up the ability for accurate stamping process simulation throughout the life of the press line. This means that the initial scanning-service investment continues to pay off over the years.
Fourth—and perhaps most important—is time. Most stamping lines can be scanned in about two days. This means such work now can be performed over a weekend, without affecting production.
From the scan emerges a comprehensive digital representation of the actual press line, into which technicians can feed various production scenarios. This so-called “flight” through the line includes motion for robots, presses, transfer devices, and other mechatronics. This is where the path to optimization begins.
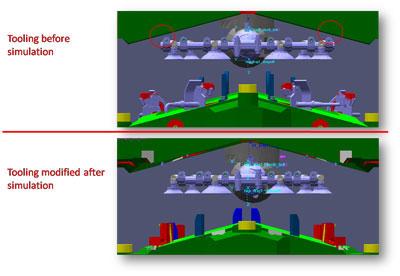
Technicians simulate all moving components—the press slide, the robot or other part transfer methods, and so on—to ensure no collisions occur and that all elements of the automated line meet the application’s requirements (see Figure 3 and Figure 4). For instance, the simulation can help verify the optimal strokes per minute of a press line for a specific die set, which translates to an offline program that can be fed into the press control, eliminating tedious shop floor programming.
It is ironic that automation tooling design is often relegated to the later stages of process planning, even though it may be the first thing on a press line that actually touches the part. The reality is that tooling must perform flawlessly, without collisions in the press or any other action that could damage the part (see Figure 5).
This is why, when stampers use a tooling specialist to scan their facility, they get a twofold advantage. First, they get an accurate depiction of their equipment delivered in CAD. Second, they receive an evaluation of the tooling design early in the planning process.
The dimensional accuracy of end-of-arm robot tooling is critical, which is why a second level of verification can be useful. After a robot tool is built, it can be verified with a coordinate measuring arm to ensure that, within a few microns, the actual tool matches the one in the virtual simulation. This verification is yet another step that solves a potential problem earlier in the process, before the physical components of the press line automation are installed.
In fact, a lesson learned by anyone who has been in the stamping business for more than one die set is that end effectors should be developed in the early phases of production planning (see Figure 6). This eliminates interference issues, load or momentum problems, and many other negative factors. A simulation can incorporate and virtually try out various end-effector designs, robot motion, and other part transfer specifics from the get-go.
Simulating a press line has many other advantages, some more obvious than others. One obvious benefit is that it makes it easier for engineers to try out myriad configurations upfront, during the earliest planning stages, avoiding expensive rework later. Even if simulation gains just one more stroke per minute, that small increase can make a major difference in stamping efficiencies.
Simulation also allows engineers to try out alternatives they may not have considered, and this goes for the part and its transfer device. Imagine if a stamper learned early on that composites and other nonferrous materials could be used in certain areas on the part. Such material could save weight and settle quicker after forming; this in turn could reduce idle time in the press and increase throughput.
Imagine also if the end-effector tooling framework were made not of steel but instead a lighter material such as carbon fiber. Using such material does not sacrifice strength but instead yields significant weight savings, gains in rigidity, and faster settling times for the robot. This might mean faster cycle times and perhaps an extra stroke per minute for the line. Furthermore, lighter tooling might move the entire application into a smaller class of robot, reducing capital expenditure. Simulation allows these and other factors to be determined at the earliest stages of a project.
Stamping plants of any age, even ones thought to be past their prime, are gaining new life because of scanning and simulation. Part transfer tooling is no longer an afterthought, and insights are gained from involving more people earlier in a project, be it for another part or an entirely new stamping plant.
Perhaps most important, the technology fosters collaboration among production, maintenance, and management. People from various disciplines can work together to minimize costs. Working in the virtual world, the team need not be in the same facility or even the same time zones. They can collaborate in real time via screen sharing, video chat, and other forms of social media. Using the mouse, any one of the collaborators can, say, pick up a 1,000-pound robot and move it to a better location.
Simulation shortens system tryouts and cuts time to market, now more important than ever thanks to short product life cycles and frequent product launches. The faster a manufacturer can go from art to part, the better.
In short, simulation creates a faster, leaner operation by giving engineers a chance to try different configurations—all before a single piece of equipment is anchored in place.


The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...






{kind=link}
{kind=link}
{kind=link}
{kind=link}