















Fabrication automation
Controlling process variables is cornerstone for a successful project

Changing from manual operations to automation is a chance to redesign the fabricating process, which is an opportunity to engineer a process that runs more efficiently than merely replicating the steps used in the manual operation. Photo courtesy of MiiC America Inc.
Capital-equipment vendors have been automating manufacturing processes for decades, and it could be argued that automation is the key component that makes industrialized countries as productive as they are. For example, data from the Organization for Economic Cooperation and Development show that manufacturing workers in the U.S. and western Europe are two to three times more productive than manufacturing workers in eastern Europe. The use of automated systems is perhaps the biggest factor.
Furthermore, adopting automated manufacturing processes can create a virtuous cycle whereby increased profitability generates the revenue for additional capital investments. Data culled from the International Organization of Motor Vehicle Manufacturers and Bureau of Labor Statistics show that U.S. automobile and light-truck producers manufactured 12,799,857 units in 2000 with a labor force of 1.3 million workers. Ten years later, 675,000 workers assembled 7,761,443 vehicles. In other words, in a decade the number of vehicles produced per worker increased by 9.7 to 11.5, a productivity increase of 18 percent.
Among large OEMs, automation is old hat. However, it’s still a new topic for many smaller businesses. Some fabricators might have legitimate reasons to stick with tried-and-true manual processes, but many avoid automation for reasons that aren’t necessarily valid, such as:
- Automated equipment is too complicated.
- We’re not familiar with it.
- It’s too expensive.
- We won’t know how to run it.
- Training people to run it will be too time-consuming.
- We’ll have difficulty changing from one part to another.
The First Hurdles
The fear that automated systems are too complicated and difficult to master is at the root of most of these concerns.
“It’s not necessarily the cost but the technology,” said Takahiko Hiyoshi, vice president of MiiC America Inc., Canton, Mich., a designer and manufacturer of CNC and robotic tube and pipe benders and end formers. “MiiC introduced robotic benders a long time ago, and it seems to me that many customers are afraid to take on the technology. They’re afraid of the cost of training their employees and time needed to learn how to use the machine.”
Automated doesn’t mean complicated.
“EPIC stresses simplicity,” said John Schott, P.E., president of EPIC Systems Inc., St. Louis, Mo., an equipment designer, engineering firm, fabricator, and integrator of production lines and processes. “Many manufacturers think an automated system will be over the top, too complex, and they’re afraid it will be too complicated to manage. EPIC tries to keep it simple, matching the project to the client. We have completed really sophisticated projects for clients, but every project doesn’t have to be complicated.”
Eric Patty, president of Wauseon Machine & Manufacturing, Wauseon, Ohio, a designer and manufacturer of manual and automated tube and pipe fabricating systems, cited the case of a customer who needed an automated line to manufacture two products. The customer couldn’t predict the part volumes, but consistent output was critical—it couldn’t allow any downtime for maintenance or part changeovers. It wanted one sophisticated system, but Wauseon showed the customer that two simpler machines would be much more reliable and flexible than the single machine the customer proposed. In the end, the two machines were pricier than the single machine, but the additional expense turned out to be less important than the reliability of the simpler, more reliable proposal.
After getting its feet wet with a simple project, a fabricator can move on to more sophisticated applications.
“If a fabricator starts with a simple project, such as automating dropping parts into a tote to a conveyorized approach, the staff can then leverage what they learned and apply it elsewhere,” said Mike Bollheimer, product manager for tube bending and fabrication, hydroforming, and structural frame automation at Wayne Trail Technologies, Fort Loramie, Ohio, an equipment manufacturer and integrator.

In many applications, two (or more) robots work in tandem. In this workcell, the small robot picks up tubes and places them into trays. The large robot completes three operations: loading the tray into a coating application, dross-skimming of the coating, and vision inspection of the final part. Photo courtesy of Wauseon Machine & Manufacturing.
“Pretty soon they’re looking everywhere for opportunities to automate,” Bollheimer said.
After the ball gets rolling, complicated tasks start to look manageable.
“My focus is on welding, and I have seen automation used on parts that have a cycle time of one to two minutes,” said Michael Scott, manager of robotic welding and fixtures for Wayne Trail Technologies. “On the other hand, I set up an automated cell for a part that needed two hours of welding.”
Sometimes a process that sounds simple, such as lifting and stacking thin, coated foil sheets, can be a difficult challenge.
“We developed a system for handling very thin metal sheets, similar to aluminum foil,” Scott said. “They arrive at the cell in random orientations and the gripper must pick them up one at a time, orient them using a special vision system for feedback, and then automatically stack them. It would probably take 100 people to keep up with the system we devised.”
Whether a process is simple or complex, another potential hurdle in adopting automation is understanding how the new system will fit in with a company’s existing processes. If the company makes a lot of different parts and uses a multitude of processes, it can be difficult to disrupt the existing system to try something new. This is where a fabrication shop has an advantage over some other, larger manufacturers.
“Their production is controllable,” Hiyoshi said, referring to small shops. “They can actually visualize incorporating new technologies. Most of our medium-sized customers can’t do this.
“Believe it or not, the very small shops are inclined to get into this,” Hiyoshi explained. “Automated technology is not very expensive technology, relative to other equipment, and the owners are in charge. They don’t have a bureaucracy, the headquarters isn’t in some other state 1,000 miles away, so they can make the decision,” Hiyoshi said.
Plan, Plan, Plan
For fabricators thinking about automating a manufacturing process, it’s a good idea to think like an automated systems developer or an equipment integrator.
Schott described automated systems as having three separate sections: input, logic, and output. Of the three, input is usually the biggest limitation to automating processes. He cited a case of a brewer using international bitterness units (IBUs) to determine if its brewing process was using the right amount of hops. The characteristics of hops vary from year to year, and even from lot to lot, just as the characteristics of grapes vary, so the quantity of hops must be adjusted to keep the beer’s flavor consistent. Determining the level of IBUs requires a lab test that takes four hours to complete. Until a reliable online instrument exists that can measure IBU in situ, automatic, real-time control will not be possible. If such an instrument is developed in the future, the control logic will be relatively straightforward to accomplish automatic control of the process.

Two clamps, shown here retracted, advance to secure a tube for a fabricating operation. Photo courtesy of Proto-1 Manufacturing LLC.
Metal fabricators rarely have to deal with anything as sophisticated as measuring the chemistry of a liquid, but the input-logic-output concept is instrumental in understanding how an automated system works in a manufacturing environment.
John Schwochert, president of Proto-1 Manufacturing, Winneconne, Wis., a designer and manufacturer of manual and automated tube fabrication systems, has a different yet equally insightful perspective on controlling an automated process. Fabricators have to bear in mind that automation usually involves more than simply moving material to a series of machines and performing a series of processes; it requires managing all variables within those processes. In Schwochert’s view, defining the variables, and then designing a system that can control them, are the two key steps in making an automated system work.
“Every part of the process must be controlled,” he said. “For example, to handle variables in a part’s shape, you might use a vision system. A variable is the lighting. If you don’t have enough light in the area where the vision system checks the part, it might not sense enough detail. In another case, one of our customers needed to detect a slug. We set up a scale to weigh the part, and it worked beautifully in testing at our facility. After it was set up at the customer’s place, the customer realized that a forklift driving by was enough to disrupt the scale.”
The number of variables increases as the number of unique parts increases. “If you need a system that can handle 10 different part numbers, you have more variables that you need to control,” Schwochert said.
Fabricators need to pay attention to more than manufacturing steps, Schwochert added. A key variable is raw material quality. If the raw material isn’t consistent, it will be difficult to design an automated system that can work with that material, he said.
“People have five senses—sight, smell, hearing, touch, and taste—and we use these to make judgments,” Wauseon’s Patty said. “An automated inspection system can’t make complex decisions. It’s pass or fail, go or no-go. An automated system can’t think.”
The system’s inability to make judgments is why control of all the variables is so critical.
“An automated system can make a lot of good parts consistently,” Schwochert said. “It can also make a lot of bad parts consistently if something goes wrong.”
How to Get Started
Even if the system is simple, most fabricators need quite a bit of help to get started, especially on their first automation project, experts said. A chief difficulty can be visualizing how a cell works; in these cases, software packages can provide a visual simulation.
“Simulation tools show what automation can do,” Patty said. “They show that we are going to do more than reduce labor, but maintain or improve the cycle time.”
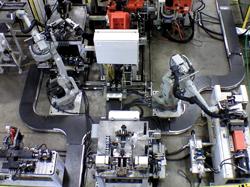
A top view of a fabrication cell shows some of the many capabilities of modern automated systems. Two robots handle the workpieces as they move from one process to the next. The processes consist of retrieving a tube from the hopper, cutting it to length, measuring it, bending it, forming the end, inspecting the dimensions, making a final length measurement, and dropping the finished part into a bin. Photo courtesy of Wayne Trail Technologies.
Patty pointed out that improving cycle time isn’t the main goal for every project.
“Some customers have other priorities,” Patty said. “For example, on some projects we might not optimize the cycle time, but provide flexibility.”
A shift from manual to automated processes is a chance to rethink the way a part is fabricated. It’s a chance for the equipment designer’s engineers to develop an entirely new way to fabricate the component at hand, which can lead to big gains.
“When using a standard bender, often fabricators have to cut the tube long, bend it, then cut it to the final length,” said Hiyoshi. “With a robotic bender, they can cut it to the exact length before bending, which eliminates a step and scrap.”
The difference has to do with how the bending head is mounted. Because a robot’s bend head is an end effector, the head can move around the work area, avoiding interferences and preventing collisions. The bend head isn’t in a fixed location, which provides substantial manufacturing flexibility.
MiiC has found that manufacturers can eliminate about two-thirds of the operation costs, removing labor and reducing the number of production steps. It also has found that robots can open up options in process sequences.
“With robotic benders, end forming often can be done before, between, or after the bending steps,” Hiyoshi said. “It also provides the flexibility to add components, such as valves or outlets or end forms; to straighten tube; then bend it. This makes a huge difference in engineering the process.”
Fabricators also need to be aware that adopting automated machinery requires some rethinking of the company’s processes and capacities.
“Flexible automation improves productivity by opening up new capacity,” Bollheimer said.
“For example, maybe a company initially feels that they have enough welding to keep a robot busy six hours a day,” Scott said. “If the company runs two shifts, that robot is available for 16 hours total. It just takes a little planning and study to figure out how to use that robot the other 10 hours a day.”

An automation engineer discusses interface changes to EPIC’s Insta-Panel with a process plant engineer. Input from an engineering supervisor or operator is essential to a successful project. Photo courtesy of EPIC Systems Inc.
Who Does the Programming?
A fabrication shop doesn’t have to hire a full-time programmer with an advanced degree from a high-profile university to program an automated cell. For its first project, a fabricator probably needs to rely on the supplier or integrator to tackle the programming. As the fabricator’s experience accumulates, it can do more of its own programming.
Taking a process one step at a time helps. Even if a routine is complicated, it’s a matter of breaking it down into a series of simple motions and processes. The right person for this job might not be an experienced programmer.
“One of the best robot programmers I have ever seen was a welder who had 10 years of manual welding experience,” Scott said. “When shop owners ask about the personnel they need, I suggest that they pick a person with an open mind and is eager to learn. Programming these days is mainly done by selecting icons on a touchscreen. Touchscreens are everywhere these days—on iPads® and iPhones® and so on. They’re common these days, so people aren’t intimidated by them.
“You use a push button on a pendant to move the robot’s arm to a location, record that location, then do the next one,” Scott said.
“We teach a basic skill set to the operators and the maintenance people,” Patty said. It doesn’t require conventional programming—writing line after line of commands. “We teach operators how to jog a robot and touch a point, and it’s all done through a mouse or a keyboard.”
Finding Opportunities for Automation
Part volume and potential return on investment are two factors that help determine whether a project is feasible.
“The 80/20 rule applies to automation just as it applies everywhere else,” Wayne Trail’s Scott said. “For most fabricators, typically we start with the parts that occupy 80 percent of their production volumes. These are the products fabricators should consider automating, and where they need to concentrate on the equipment’s flexibility.”
“Often we do an automation audit,” Bollheimer said. “For example, a fabrication shop might have 20 processes, and the owner might have a few processes in mind for automation. We’ll take a close look at all the operations and come up with the processes for which automation will lead to the most savings.”
“After using simulations to help fabricators visualize the process as we would automate it, we create a cycle time chart, ” said Scott. “The chart compares the expected cycle time of the automated process with the cycle time they currently have, doing the process manually, and this helps us set a reasonable time frame for return on investment.”
Patty pointed out that it’s critical for fabricators to understand that some processes complement each other, and some don’t.
“An automation line might be good at a sequence like forming, washing, heat treating, inspection, and pack-out,” he said. “On the other hand, cutting and forming on one machine usually is a bad idea. Chips from the cutting step can get into the forming equipment and disrupt the process,” he said.
In addition to considering the specific manufacturing steps involved in each process, fabricators should keep in mind safety, ergonomics, and hygiene, which are good opportunities for automation.
“These are the improvements that make a better working environment,” Patty said.
Fabricators that think large part volumes and long, uninterrupted runs are required to justify the expense of automation are in for a surprise, sources said. For most manufacturers, the days of high-volume part runs and infrequent changeovers are long gone. Many OEMs have embraced just-in-time manufacturing and closely managed inventories, squeezing their suppliers for smaller lot sizes, leading to shorter runs and more frequent changeovers. Automation can play an important role in this situation.
“If anything, short runs and fast changeovers beg for automation more than long runs,” EPIC’s Schott said. “Automation eliminates human error, such as miskeying a number.”
In many cases, automation’s biggest advantage is reducing the time spent on non-value-added processes, Patty said. Likewise, this is the key to U.S. manufacturers competing against manufacturers in low-labor-cost countries.
So, You Bought a Robot?
Investing in an automated production line or a robotic workcell is much more than making a capital investment. One of MiiC America’s customers discovered that it didn’t necessarily buy a robot so much as it bought adaptability. It doesn’t use the robot to make parts; it uses the robot’s versatility to the company’s best advantage. Specifically, the company uses the robot to deal with fluctuating production volumes.
When production levels are average, the company uses a dedicated bender to make a specific component while the robotic bender makes other parts. When demand for that component peaks, the production staff programs the robotic bender to make the same part, supplementing the output of the dedicated bender. When demand goes back to normal, they assign the robot other tasks again.
An Automated Project Is a People Project
Successful planning, installation, and commissioning of an automation project is as much about people as it is about equipment. John Schott, president of EPIC Systems Inc., cited three key components of a successful automation project, and none had much to do with the cold steel and impersonal routine of a machine but a lot to do with the flesh and blood of the company’s employees.
First, an internal automation champion and system owner are necessary to guarantee success of the installed system. This is critical to overall acceptance. The team needs clear direction from a solid, committed leader.
Second, EPIC relies on the input from operators and maintenance personnel before designing an automated system.
“If we don’t include the people who will be responsible for the system, we’re not walking in their shoes,” Schott said. “Getting everyone’s input gives everyone a vested interest in the project’s success. If we skip this step, we can design the best system imaginable, but it won’t be a success.”
Third is the need for client maintenance personnel trained to maintain and troubleshoot the system.
“We provide training for operators and maintenance people, but it’s important to have dedicated maintenance technicians in their plant who can service the equipment,” Schott said. “We can send out one of our service representatives if necessary, but it makes more sense to have someone on their staff who can do fundamental troubleshooting and enhancements to the system.”
What about workers’ fears that a robot or a high-speed fabricating machine will take away their jobs?“In nearly every instance, companies can redeploy both skilled and unskilled workers,” said Eric Patty, president of Wauseon Machine & Manufacturing.
About the Author

About the Publication

subscribe now

The Tube and Pipe Journal became the first magazine dedicated to serving the metal tube and pipe industry in 1990. Today, it remains the only North American publication devoted to this industry, and it has become the most trusted source of information for tube and pipe professionals.
start your free subscription- Stay connected from anywhere

Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
- Podcasting

In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...
- Trending Articles
1
Zekelman Industries to invest $120 million in Arkansas expansion

2
3D laser tube cutting system available in 3, 4, or 5 kW

3
Corrosion-inhibiting coating can be peeled off after use

4
Brushless copper tubing cutter adjusts to ODs up to 2-1/8 in.

5
HGG Profiling Equipment names area sales manager
