















Contributing Writer
 |
Gas quality and delivery system integrity play key roles in ensuring that downtime and repair costs are minimized. To make sure you're getting high-quality gas at the laser, the gas source and gas distribution system need to be maintained at an optimum level.
To minimize downtime and repairs, it's critical that the initial installation be performed correctly using the appropriate gas supply system designed to meet your laser system's requirements and use. The following practical tips can help you develop the right gas supply system for your laser.
Lasing Gas. Whether the laser machine uses individual gas components that are mixed internally within the equipment or a premixed gas, the type and quality of lasing gases and how they are delivered are decisive factors in guaranteeing the reliability of the laser source, the service life of the optics, and the stability and optimization of the laser's power capability.
Laser resonators require extremely high-purity gases. Not only is the gas's global purity important, but the gases must be tested for contaminants that can be detrimental to the laser, such as moisture and hydrocarbons.
These impurities can damage the resonator and optics, so it's important to verify that the gas supplier has performed an accurate analysis of the cylinders to make sure that they are within the laser manufacturer's specified limits.
Most gas manufacturers have a laser-grade line of cylinder gases. These products are tested and certified to meet the purity requirements of laser manufacturers. Be sure your gas supplier meets or exceeds these requirements for lasing gas, and that quality assurance is maintained throughout the cycle of the cylinder.
Some laser gas manufacturers now use residual pressure valves, giving the user added assurance that the cylinder is not contaminated and the purity level has been maintained (see Figure 1).
Assist Gas. The assist gas purity also affects the cut quality, laser power, and overall productivity (see Figure 2). Assist gas can be supplied in individual cylinders, cylinder packs (up to 16 cylinders packaged as a single unit), liquid cylinders, tube trailers, and bulk vessels.
High-pressure and high-flow systems, typically needed for nitrogen assist gas, can be supplied in different delivery modes for specific laser consumption rates. Liquid cylinder manifolds can be used for single-laser applications. Bulk systems for high-consumption requirements or multiple-laser applications integrate a computer-controlled, pressure-building unit with a standard-pressure bulk vessel. This allows for continuous, high flow rates at high pressure with little product loss because of venting. High-pressure bulk tanks or standard-pressure tanks with pressure-building pumps and storage tubes also are options.
 |
| Figure 1: Residual pressure valves can help ensure that cylinders and gases are pure and uncontaminated. |
However the assist gas is stored on-site, it's important to be sure that the tanks have been cleaned and prepared for laser service and that the gas meets laser purity specifications.
Once you know that your gas supply meets purity requirements, the delivery system becomes the critical link to the laser equipment. Both the lasing gas and the assist gas require a piping system that is leak-free. Contaminants such as moisture, oxygen, and nitrogen can be introduced into the piping system by a physical concept known as the venturi effect.
This effect causes atmospheric contaminants to be pulled into the system through small leaks in joints or lines as the gas flows through the pipe. Therefore, it is critical that the piping system be free of all holes and leaks.
The permeability--the diffusion of moisture or contaminants through the piping material--of the material used to pipe the gas to the laser also can introduce contaminants into the system. A common error is to use a material with a high coefficient of permeation to supply a high-purity gas to a sensitive laser machine. In many cases, this results in repairs and downtime.
Correct pipe and joint material must be used to ensure permeation values are not exceeded. You can minimize or prevent permeation by using copper or stainless steel tubing and keeping the pipe length to a minimum to reduce the chance of contamination.
Regulators and gas distribution equipment used to automatically switch gas flow from one cylinder to another to ensure continuous flow need to be laser-grade quality. A common, often costly mistake among laser operators is to introduce contaminants into the gas delivery system when changing cylinders. It's important to use integral check valves at all external connectors to avoid this.
Gas suppliers and laser equipment manufacturers can recommend appropriate check valves and laser-grade regulators. Automatic switchovers can help supply a continuous flow of gas to prevent downtime when cylinders are empty. Remote monitoring and alarm systems should be installed to remind operators to change cylinders or notify the supplier to deliver additional products.
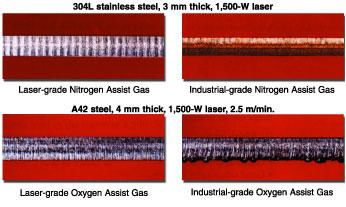 |
| Figure 2: The purity of the assist gas can affect cut quality. |
Pipe Size. Installing pipe of adequate size is important to allow sufficient pressure and flow at the laser. The lasing gas and assist gas both have requirements that must be met.
Lasing gas requires low flow rates at medium pressures. The pressure from the compressed cylinder is regulated down to approximately 70 to 100 pounds per square inch (PSI), and flow rates can be as low as 1.0 standard cubic feet per hour (SCFH), depending on the lasing gas and the laser manufacturer's requirements. With these pressures and flow rates, 1/4-inch-inside-diameter (ID) piping generally is sufficient to supply adequate lasing gas to the laser.
Assist gas requires higher flow rates and higher pressures. Depending on the thickness of the material to be cut, nozzle diameter used, and type of assist gas, the cutting pressure can be as high as 460 PSI, with flow rates up to 3,000 SCFH per laser. Large-diameter pipe, typically 3/4 to 11/4 in. ID, is recommended. If a laser user operates multiple laser units from the same assist gas supply, the piping system needs to be of adequate size to handle the requirements of all units.
Pressure drop through a piping system is unavoidable and needs to be taken into consideration when determining pipe size. To reduce the effects of pressure drop, minimize the system length and design it with as few joints, turns, and drops as possible. Consulting with an engineer who has experience in installing piping systems for laser applications, a professional pipe installer, or the laser manufacturer is recommended.
Maintaining gas supply system integrity by installing the appropriate equipment and providing your system with high-quality gas can increase productivity and reduce downtime.
Jeremy Barr is program manager, welding gases, with Air Liquide America Corp., 2700 Post Oak Blvd., Houston, TX 77056, phone 713-624-8774, fax 713-402-2053, e-mail jeremy.barr@airliquide.com, Web site www.airliquide.com. Air Liquide America Corp. is a global provider of industrial and medical gases and related services.


The Welder, formerly known as Practical Welding Today, is a showcase of the real people who make the products we use and work with every day. This magazine has served the welding community in North America well for more than 20 years.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...





