















Laser-integrated robotics for assembly
How one job shop met an aluminum welding challenge
 |
Recently a cell phone manufacturer set out to be the first to develop an all-aluminum flip-type package for its ultracompact cell phone. Conceptually, the manufacturing seemed feasible, except for the joining of the materials.
Overlooking the Obvious
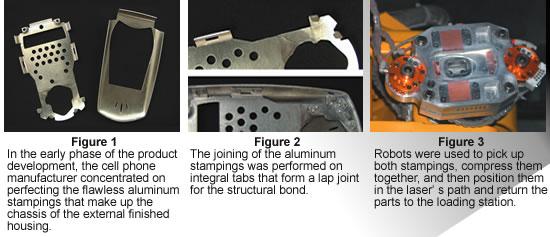
In the early phase of the product development, the cell phone manufacturer concentrated on perfecting the flawless aluminum stampings that make up the chassis of the external finished housing (see Figure 1). The manufacturer didn't seriously consider the joining process until much of the aluminum stamping was prequalified—not an uncommon oversight for job shops in the development of manufactured products.
In this case, the lack of consideration given to joining requirements early in the product development resulted in a significant production delay.
Choosing a Process
Several joining methods were set forth as viable manufacturing options.
The cell phone manufacturer initially had experimented with advanced adhesives. Using adhesives to join the thin aluminum stampings was a strong area of interest because it was inexpensive. A parallel effort using adhesives to bond the stampings was experimented with while fusion welding methods were being developed. The outcome of adhesive-joined components fell short of the mechanical properties needed to yield an acceptable mechanical bond that could meet or exceed the physical impact testing. The adhesives could not meet the drop test and were therefore excluded.
It then considered resistance welding, but the stamping design incorporated a finished exterior surface that could not exhibit weld detents characteristic of the resistance spot welding process.
The manufacturer finally chose laser welding because of the process's noncontact energy, weld strength attributes, and relatively low cost.
 |
Assigning the Job
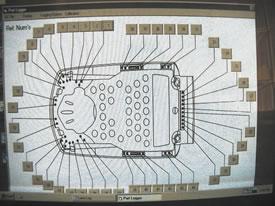
After a thorough search, the cell phone maker found two job shops that could laser-weld the two equally thin aluminum stampings that comprise the outer housing of the product. The joining would be performed on integral tabs that form a lap joint for the structural bond (see Figure 2). In addition, the fragile aluminum stampings had to be processed in a low-cost, high-production manner.
Each job shop was funded to develop its own unique process, and each was challenged with cost and time restraints.Company A settled on a traditional single-part flow design modeled after a flow line concept. The stampings passed through stationary laser welding optics as the part was positioned at the needed angles.
 |
| Figure 4 Each workcell includes an Nd:YAG pulsed laser equipped with two optical fibers that deliver time-shared energy to fixed-position laser optics mounted in a heavy-duty frame. High-velocity, clean, compressed air is forced coaxially to the lens to protect the optical system from weld spatter. |
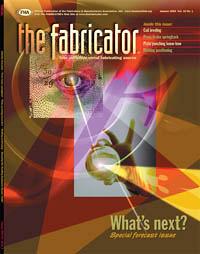
Company B used robots to pick up both stampings, compress them together, and then position them in the laser's path and return the parts to the loading station (see Figure 3).
After months of testing and preproduction, the cell phone manufacturer chose Company B—Joining Technologies of East Granby, Conn. —because its method better met the cycle time requirements of the job.
Doing the Work
The laser welding system design used by Joining Technologies is made of individual workcells. Each workcell includes a TRUMPF 500-watt Nd: YAG pulsed laser equipped with two optical fibers that deliver time-shared energy to fixed-position laser optics mounted in a heavy-duty frame.
High-velocity, clean, compressed air is forced coaxially to the lens to protect the optical system from weld spatter (see Figure 4). The air jet also provides plasma suppression, required for weld repeatability.
The heavy-duty frame, parts-loading turntables, and robots all are integrated into a stable, heavy steel pallet. Each robot arm is programmed to pick up the mating welding assembly fixture. The primary components of the pickup tool are integrated into the end of the articulating arm. The mating fixture plates, which pre-position the aluminum stampings, are positioned onto a turntable that indexes to a pickup position (see Figure 5).
 |
| Figure 5 The mating fixture plates, which pre-position the aluminum stampings, are positioned onto a turntable that indexes to a pickup position. |
During a weld cycle, one robot rapidly moves to the pickup position and then compresses the mating fixture with immense force, encompassing the stampings in a die set fixture design. This design manages the task of capturing and creating needed forces behind each weld tab. The tooling used to pick up and compress the assembly is then rapidly positioned in the path of the pulsed laser beam.
Once the weld cycle is completed, the robot returns to unload and reload. While one robot dwells in position for welding, the other robot arm manipulates the tool in the path of the laser beam and moves it to each weld point, accomplishing more than 40 laser spot welds in just less than 10 seconds. The laser power then is sent to the other fiber, and the second robot is signaled to begin welding. As the weld cycle repeats, it achieves more than 8,000 parts per shift.
Monitoring the Welds
The laser welding machine includes software, in conjunction with a TRUMPF LMP board, that monitors welding by measuring real-time laser energy pulses. The software is used as a statistical process control diagnostic tool useful for troubleshooting weld defects.
 |
| Figure 6 Software is used as a statistical process control diagnostic tool to troubleshoot weld defects. In addition, the job shop enhanced the software by adding the capability to provide the operator with data readouts of the laser pulse power. A graphical image shows the two plates, with each spot weld marked with the corresponding pulse power. |
In addition, the job shop enhanced the software by adding the capability to provide the operator with data readouts of the laser pulse power. A graphical image shows the two plates, with each spot weld marked with the corresponding pulse power (see Figure 6).
During the welding process, each of the 44 spot welds is measured individually, and a part is rejected when the pulse power is 5 percent more or less than the specified output energy.
Joining Technologies, Newgate International Business Center, 17 Connecticut South Drive, East Granby, CT 06026, 800-266-1966, fax 860-653-5777, www.joiningtech.com.
TRUMPF Inc., 111 Hyde Road, Farmington, CT 06032, 860-255-6000, fax 860-255-6424, info@us.trumpf.com, www.us.trumpf.com.
About the Publication
subscribe now

The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription- Stay connected from anywhere

Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
- Podcasting

In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...
- Trending Articles
1
AI, machine learning, and the future of metal fabrication

2
Employee ownership: The best way to ensure engagement

3
Steel industry reacts to Nucor’s new weekly published HRC price

4
Dynamic Metal blossoms with each passing year

5
Metal fabrication management: A guide for new supervisors
