















Senior Editor
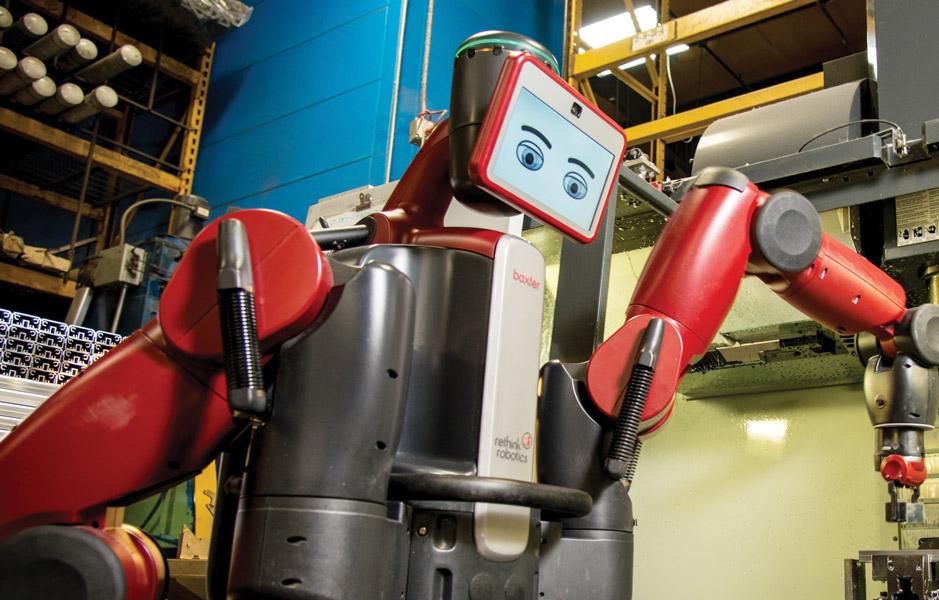
Figure 1
A Baxter robot from Rethink Robotics tends a vertical
machining center at Rapid-Line in Michigan. The company
uses another humanoid robot for one of its assembly
lines.
Employees at Rapid-Line probably weren’t surprised when anthropomorphic robots arrived in the assembly area and machine shop (see Figure 1). After all, the shop has a long history of early technology adoption, especially when it comes to automation.
The Grand Rapids, Mich., contract fabricator adopted robotic bending in the 1990s, back when techs had to transfer bending programs via floppy disk. It has had laser cutting automation for 16 years, complete with material handling towers as well as a custom sheet shaker that separates cut parts from the nest at the offload station.
The shop has various types of welding automation, including robotic gas metal arc and even gas tungsten arc welding. The company installed a jigless robotic welding cell in which one robot holds and manipulates a part while the other robot welds. About two years ago it brought in a robotic welding system with kinetic teaching—that is, the operator physically moves the robot arm to teach the weld path.
The company also uses robots for plasma cutting as well as certain assembly operations. And about two years ago it began using those two collaborative robots—anthropomorphic Baxter™ systems—each also taught via kinetic programming, to handle repetitive tasks in assembly and machining.
About 90 percent of Rapid-Line’s work emerges from the shop fully assembled, and a lot of it ships in the customer’s packaging directly to end users. Repeat work has been and remains Rapid-Line’s bread and butter. Thing is, few of the lot sizes exceed about 25 pieces. The company’s operation is a prime example of flexible automation in action, where the name of the game isn’t necessarily about how quickly a machine cuts, bends, welds, or moves. It’s really about how quickly operations transition from one job to the next.
Founded in 1926, Rapid-Line operated for decades as a division of Behler-Young Co., a Michigan HVAC contractor. Then in 1989 Mark Lindquist purchased the company and began an employee stock ownership plan (ESOP), which was fully enacted by 1994. Today Rapid-Line’s 150-plus employees own 50 percent of the company.
For decades the company has turned to technology to remove the human element in certain areas of the shop. “With our current labor shortage, anything we can do to automate or replace the human element on repetitive tasks, the better,” said Lindquist, Rapid-Line’s president.
This still holds true today, but during the past few years, the company has adopted automation for another reason too, one rooted in an improvement methodology called quick-response manufacturing, or QRM. Developed by Dr. Rajan Suri at the University of Wisconsin-Madison, QRM focuses improvement on what it calls the “white-space” time, or all the time jobs sit waiting between operations, be they in the front office or on the shop floor. This could be between estimating and engineering, laser cutting and bending, or anywhere else. When you consider a job’s order-to-ship cycle (part of what QRM calls the manufacturing critical-path time, or MCT), workpieces spend most of their time untouched, waiting for the next operation.
Four years ago Allen Bosscher, mechanical engineer, started work at Rapid-Line as an engineering intern. He recalled seeing large piles of work-in-process (WIP) after the laser cutting centers. Back then the thinking in the front office followed traditional “feed the beast” concepts on manufacturing efficiency. Schedulers fed all the jobs they could to the lasers, not worrying so much about available capacity downstream.
“We were raising our [WIP] inventory after the lasers,” Bosscher recalled. “We had jobs sitting there for a week and a half. Were we ever going to finish them?”

Figure 2
This custom system shakes parts out of laser-cut nests,
freeing a common constraint after laser cutting.
About eight years ago, Lindquist and other company leaders began reading about QRM. They purchased Suri’s books, joined a QRM center that held online seminars, and gradually began changing how people thought about manufacturing efficiency. It’s not about how often a machine runs; it’s about how fast jobs flow.
Even before this, though, managers weren’t blind to bottlenecks. For instance, they knew that laser cutting automation worked well, but not if it took forever for workers to take parts out of nests. To overcome this bottleneck, the company developed a custom parts shaker that literally shakes parts out of each nest. The system grips a sheet, and six cylinders (three on each side of the sheet) actuate up and down, after which the blanks fall to the table (see Figure 2).
Managers also are aware of the deburring bottleneck. The company uses a flat-part deburring machine, but the system still requires an operator to feed and retrieve parts. To reduce the number of parts that need to be deburred, the company uses Ncell’s Invisitab technique in which the laser cuts tabs in such a way that when they are broken, tiny indents are left on certain part blanks (see Figure 3). This function doesn’t work for all exposed or cosmetically important parts, of course, but if the edge will be hidden in the final assembly, it helps eliminate the need for edge deburring.
Still, even with these efficiencies, some of the company’s scheduling practices seemed to lead to WIP that tended to sit on the floor longer than necessary.
Today is different. No longer does it take Rapid-Line weeks to fabricate a typical job. Unless the fabricator needs to process an order for thousands of products (which is relatively rare), the shop has cut its turnaround time significantly. “We’ve gotten it down to next-day service in a lot of cases, if it’s not a huge order quantity,” Bosscher said, “and many jobs take just two or three days, from order entry to ship.”
The company accomplished this in part with careful scheduling and pushing certain decisions to the shop floor. Instead of simply sending any job to the laser that will fit, parts are nested carefully in sequence to ensure downstream processes can handle them. This has eliminated the large pile of WIP after cutting. Instead of workers sorting through big piles of cut parts, schedulers spend time determining what jobs to release to the lasers, ensuring that once parts are cut, they can move downstream as soon as possible.
The shop also runs smaller batches. Shop floor workers can look at screens (see Figure 4) that show information from the company’s enterprise resource planning software (Infor SyteLine). Say a brake operator finishes a batch of 20 parts. He looks at the screen to see the jobs that need to be completed and notices that 25 cut pieces of a certain order have been deburred and are ready for forming. The entire order may have hundreds of pieces, but there’s no reason to wait for all of them to be cut. Today those 25 pieces are retrieved and given to the brake operator to start forming concurrently, while the laser continues to cut the rest of the pieces for the same job (hence the term concurrent manufacturing). According to Bosscher, this has helped shorten the time WIP sits between operations.
Rapid-Line has employed automated bending for more than 16 years, and this year it installed an Amada EG AR (see Figure 5). The bending robot also changes out tooling. Bending can be programmed and simulated offline, simulating not just the bend itself, but movements for the entire automated cell. The system has a staging area where operators can place four different blanks to be formed, suited for Rapid-Line’s low-batch-quantity, keep-jobs-flowing approach.
In the coming months, the company hopes to use additional grippers in the EG AR bending cell to expand the number and complexity of parts that flow through the system. That aside, most parts that flow through automated bending are relatively simple jobs that have large quantities over a given year, though they’re still formed in small batches—just enough to meet the demand of downstream processes. Complex jobs are left for manual operations.
When it comes to welding automation, Bosscher said that the company takes a different approach: If a part can be robotically welded, it is. It doesn’t matter if the part needs to be repositioned, or if a robot can reach only a portion of the welds. If it isn’t practical to robotically weld a certain subassembly, it still may be sent to the robot just for tacking.

Figure 3
The cut path at the bottom uses a technique that puts a small indent into the part edge after the component is broken out of the nest. This can work for part edges that won’t be visible in the final assembly.
The rationale behind this, Bosscher said, is simple: The company’s welders, all highly trained technicians, make best use of their talents when they weld challenging work.
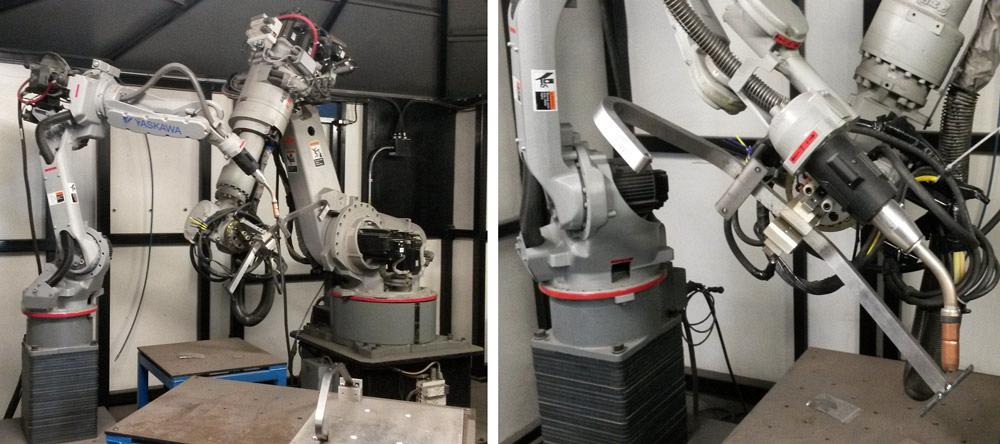
When the work can’t be fixtured or accessed by a robot—or even in a jigless robotic welding setup, where the material handling robot holds and manipulates the workpiece (see Figure 6)—the job can be quite challenging indeed.
Robots are programmed using the teach pendant, a method that tends to work well because most of the fabricator’s jobs are repeat work. A robot may weld only several dozen at a time, but the job may be repeated frequently throughout the year. To streamline changeover between these small batches, the company uses quick-release fixture baseplates.
Still, some jobs repeat more than others. If a job isn’t repeated often, or perhaps undergoes frequent design revisions, Rapid-Line sends it to its Motoman robotic welding cell with a Robotiq kinetic teaching system, which it acquired about two years ago. To program this system, an operator doesn’t grab for a teach pendant but instead moves the robot arm along various points of the weld path itself. From these data points, the system can determine the best path to take (see Figure 7).
Automating Pick-and-Place
This experience in kinetic teaching came in handy when the contract manufacturer again became an early adopter of another kind of automation, one that goes by the name Baxter.
Baxter uses what’s known as behavior-based robotics. In a typical robot programming scenario, a worker may use a teach pendant to program a specific path. With a behavioral-based system, a programmer shows the robot the task at hand by, say, moving the end of the arm to simulate the action. The robot takes that instruction and, working from data coming from a variety of sensors, “looks” at its surroundings and decides the best path to take.
Like a human, the robot actually stops if it touches an unexpected obstruction, and it also can slow its operation if it sees that a person is nearby. The robot can do this not only because of the sensors it uses, but also because of its mechanical design; the joints aren’t rigid, but give a little bit. All this means that the automation doesn’t need to have conventional safeguarding such as light curtains or fences.
Several years ago managers at Rapid-Line knew about the technology, but they also knew about its limitations. It has a low payload capacity, only 5 pounds per end effector (arm). Its positioning attributes also presented some hurdles. Baxter’s arms can hold a relatively consistent position for most pick-and-place applications, but not necessarily the accuracy needed for precision part positioning.
Then managers saw Baxter in action. They visited several of their largest customers’ plants, which were using it for packaging and simple press brake work. Baxter lifts small parts and slides them into the tooling, and a magnetic backgauge aids workpiece positioning just before the punch commences forming.

Figure 4
Screens like this are all over the shop floor. Operators can see what’s coming and, if they can, pull jobs from upstream processes.
Seeing these applications gave engineers at Rapid-Line an idea. The fabricator most likely couldn’t use Baxter to position parts directly, but they could use the system in repetitive applications that had elements of picking and placing components. It then could complement Baxter’s motion with some relatively simple mechanization, which could clamp parts into position for the next operation.
This line of thinking ultimately led engineers to Baxter’s first application in assembly, launched about two years ago. This particular assembly area, dubbed the “window line,” puts together extruded frames that become windows between office cubicles, commonly used in call centers. This is still a high-mix operation; extruded sections can be of varying lengths and they need to be press-fit together.
Because the operation entailed hundreds of different sizes, it had been done manually, with one operator setting up and tearing down a special machine—not very efficient at all.
Could Baxter replace the worker in this operation? After analyzing the situation, engineers discovered that this really wasn’t the right question to ask. They instead were scrutinizing all that setting up and tearing down—in QRM terms, the white-space time. Could they develop a system that could eliminate these changeovers?
They ultimately did, and Baxter played a central role. They first built an auto-load fixture in a machine that uses cylinders to push the extrusions and press-fits them together. “The auto-load fixture registers how long the part is,” Bosscher said, adding that the machine reads the signal from the fixture and makes the necessary adjustments to the press-fit cycle.
Workers now place parts in a jig with an encoder that tells Baxter what size extrusion is up next. With that information, the robot knows where the center of the extrusion is, picks it up at the centerpoint, and places it in the press-fit machine. Once parts are placed, Baxter sends a signal to the machine to actuate. When it’s complete, the robot lifts the press-fit assembly and places it in a cart, which is rolled to the next operation.
In this case, Baxter didn’t replace a worker; someone still needs to place extrusions into a positioning jig, where the robot can grab them. But it certainly streamlined the operation. Perhaps most important, the robot took over the mundanity of low-skilled machine tending. Workers in this assembly area now manage what parts go where and at what time. In other words, instead of standing at the machine all day, every day, they monitor how parts move between operations—all that white-space time.
Similar thinking went into another machine tending application for Rapid-Line’s second Baxter robot, this time in the machining department. The machining department supports the larger fabrication operation, providing parts for sheet metal subassemblies and components for fixtures used in various manufacturing steps.
One operation stood out, and it again involved repetitive labor. A person stood all day, every day, fixturing and removing extrusions from a vertical machining center (VMC). This seemed like the perfect job for Baxter (see Figure 8).
To integrate the system, the company used a module that helped the machining center control recognize and communicate with Baxter. Cut extrusions are placed in a stack, held in place by a drop-in fixture. Baxter then picks an extrusion and places it in the VMC, which senses the part and actuates the fixturing. Once Baxter is clear, the machining cycle starts, after which Baxter retrieves the machined part and places it in a bin.
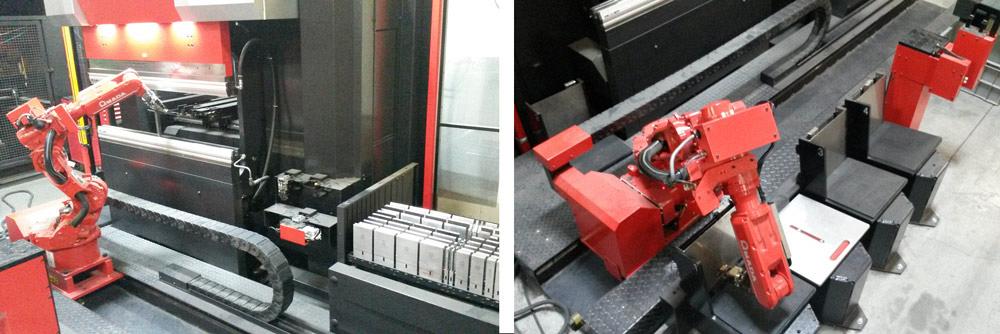
Figure 5
In this automated bending system, the robot performs tool changeovers and can be programmed to retrieve blanks from four different compartments, suited for low batch quantities and kit-based part flow.
“A machinist stops the operation every 30 minutes or so to ensure the loading is OK,” Bosscher said, “but otherwise, it’s essentially fully automatic at this point.”
Bosscher conceded that he was concerned about how operators in the machine shop would take to Baxter. Would they think Rapid-Line wants to automate their jobs away? But according to Bosscher, they didn’t feel this way at all. One reason was that it freed up the machinists to do more complicated, interesting work.
The robot also didn’t replace workers but instead made each worker more productive. For instance, the person checking the robot every 30 minutes also operates other machines that produce other jobs at the same time. When his performance is measured, that machinist gets credit for all those parts.
Greater throughput has meant that more products flow through machining in less time, which again contributes to shortening the order-to-ship time of a product. And, ultimately, that is what any process improvement is all about.
Photos courtesy of Rapid-Line, 1475 Gezon Pkwy. SW, rand Rapids, MI 49509, 616-530-0061, www.rapid-line.com



The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...






{kind=link}
{kind=link}