















Editor-in-Chief
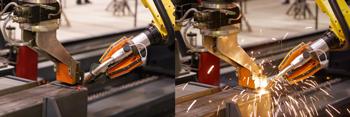
Figure 1: To ensure quality, a 3-D scanner on the tack welding robot checks the positioning of the accessory and then initiates the tacking sequence. Photo courtesy of Avant-Garde Technologie CMFA Inc.
In structural steel fabricating, “lights out” typically used to mean that a shop’s operating day was finished. More than likely, many of these shops’ lights went out as a result of the collapse of commercial construction industry that came with the arrival of the Great Recession in late 2008.
Today “lights out” has a whole new meaning. Structural steel fabricating could be entering a phase where human intervention is kept to an absolute minimum.
Some might argue that some heavy-duty fabricators are already there. They point to automated coping, cutting, drilling, and marking machines—all connected with automated material handling systems to limit the need for lift trucks and overhead cranes—that prepare structural steel members just as the CAD programs dictate.
Those same people would be overlooking a major flaw in their argument, however. A good chunk of time—some say as much as half of the time to process a structural steel beam—is spent on layout and welding (see Figures 1a and 1b).
It’s not a conspiracy that automation has yet to be fully applied to the end of the structural steel fabricating line. It’s just that structural steel fabricators know working with such large and sometimes inconsistent steel beams doesn’t lend itself to easy-to-create automated solutions.
“Some people think that they can handle anything,” said Jeff Noruk, president, Servo-Robot Corp., a supplier of laser vision and advanced sensing systems for industrial welding applications. “‘No,’ we say. The T fillet has to be a T fillet. It can’t turn into a groove weld.
“And the gaps have to be within the process tolerances—typically half of the wire diameter, or maybe one diameter of the wire. More than that and it gets tricky,” he added. “But bring that gap within a tolerance window, and we can position the torch anywhere needed.”
Noruk is correct. Some companies believe that they have software, robotic movement, and material positioning nailed down to the point where they can turn on the automation and continue fabricating activities when the shop’s lights are turned off for the night.
Louis Dicaire, vice president, development and marketing, Avant-Garde Technologie (AGT) CMFA Inc., has seen the slow build toward lights-out automation in structural steel fabricating. AGT is a 20-year-old robotic integrator that formally joined forces with Orus, a welding vision system company, in 2010 after working on a few low-volume, high-mix fabricating applications. All the parties involved in those jobs recognized a business opportunity, so they merged.
“We found that the structural steel market was the ultimate low-volume, high-mix application and that there was a very large market for that,” he said.

Figure 2: In this automated setup, three robots—(from right to left) an accessory-handling robot, a tack welding robot, and a welding robot—take over the layout and welding duties that once had to be done by several employees. Photo courtesy of Avant-Garde Technologie CMFA Inc.
After studying the market and exhibiting at industry tradeshows, such as the North American Steel Construction Conference, the company sold its first system last year. It is scheduled to be up and running for a Canadian structural steel fabricator in early 2013.
How does it work? Like in the sheet metal world, a structural steel fabricator needs all the pieces of the puzzle to start. The machine control software takes over from there.
“Basically, three things are needed: the 3-D model; the beams, of course; and the accessories,” Dicaire said. “The beams need to be drilled, coped, and prepared. The same thing for the accessories. The operator has to select the [files for the] building he has to manufacture, and he selects, one by one, beam assemblies to create the production list for the day. He creates that list and presses start.
“From there the machine asks for beams and asks for accessories,” he continued. “So the same operator loads the accessories as indicated on the screen.”
While this takes place, an overhead crane picks up the beam and puts it on a trolley. Two 3-D scanners, one for each of the lines that sandwich the robots, check the beams for flexing or distortion prior to automated assembly.
This is the time when the robots shine (see Figure 2). The first robot picks up the accessory from a nearby conveyor. (A 3-D scanner on the accessory conveyor already has confirmed that the correct items are there for the job to proceed according to the original CAD file.) When the robot’s magnetic hand has picked up an accessory, it shows the part to a 2-D camera, which checks to see if the accessory is in the right position for placement on the beam. If not, the robot can modify the accessory placement.
When the robot has placed the accessory in the correct position, a 3-D scanner on the tack welding robot checks the position and, if everything is OK, initiates the tack welding process. Both the pick-and-place robot and the tack welding robot are stationary, unlike the welding robot that is on a linear rail.
When the first phase of the placement and tack welding is done, the beam is flipped, and the process begins again. When the accessories are in place, the beam is sent down the line to the welding robot.
Again, a 3-D scanner on the welding robot inspects the part before the welding process is initiated. When everything checks out, the gas metal arc welding procedure using metal-cored wires begins (see Figure 3).
“Most of the scanning is to compensate for the fact that not all parts are the same, even though they originate from the same CAD,” Dicaire said. “In real life, we never assume our mechanical movements and our positioning are perfect. We always reconfirm before engaging an action. Especially with robots, we don’t want any collisions. The last thing that we want is the line to stop.”

Figure 3: A welding robot attaches an end plate to a structural steel beam. Photo courtesy of Avant-Garde Technologie CMFA Inc.
With two beam lines, the welding robot can be finishing up final attachments on one line while the pick-and-place and tack welding robots prepare a beam on the other line. The goal is to have one operator be able to run the entire machine.
“The only thing that the operator has to do is make sure the proper sequence is respected and load at specific rates,” Dicaire said.
Zeman Bauelemente has been involved in the structural steel industry for more than 40 years. It paired that experience with modern-day technology to debut its own version of an automated assembly and welding system for the structural steel industry. In fact, Werner Kollau, the company’s general manager, said these types of steel beam assembly lines are in operation in Austria, Germany, and Poland.
The Zeman line (see Figure 4) operates in much the same way as AGT’s line, relying on robots and scanners to ensure everything is in the correct position before any welding takes place. Its line, however, does offer two different elements:
• An automatic preheating function helps to improve welding quality and guards against component distortion.
• A plasma cutting torch option adds one more capability that doesn’t have to be provided by an upstream piece of equipment. This option can prep beams and components for welding just before it occurs, or it can perform typical plasma cutting functions, such as cutouts.
While the skilled-worker shortage probably isn’t as much of a concern in Europe as it is in North America, largely due to more successful trade school curricula in western European countries, Kollau said this type of line can help those structural steel fabricators that are struggling with finding layout and welding talent.
“This problem exists in some areas, but not all,” he said.
Automation, however, can make any such discussion moot.
Admittedly, companies developing this automated assembly and welding technology aren’t addressing all aspects of structural steel fabricating. Right now the automation is focused on common beam formats, those that hold up the building, not the ornate interest that showcases special shapes. Also, the current focus is on accessory-to-beam welding, not accessory-to-accessory joining.

Figure 4: Some technology developers believe that automated beam assembly can reduce manual layout and welding production times by 85 percent. Photo courtesy of Zeman Bauelemente.
The consensus among capital equipment builders is that it makes sense to focus on the structural steel fabricating activities that represent a majority of the jobs that a shop performs on a daily basis. That way the detailers and the welders can focus on the more difficult—and ultimately more interesting—work. The robots can handle the more mundane chores.
“The robot won’t get tired or get bored,” Dicaire said.
The sheet metal fabricating industry has known this for some time. The structural steel fabricating world is soon going to learn.



The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...





