















Taking the load off material handling
Robotics helps manufacturer safeguard employees
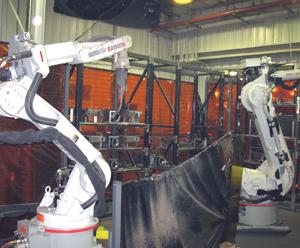
Midmark's robotic welding cell pairs a material handling robot (right), which moves weld fixtures in and out of storage racks, and an arc welding robot. The cell runs two shifts per day and processes some 150 weldments per shift.
Midmark Corp. knows how important it is to promote safe and healthy living. After all, the Versailles, Ohio, company manufactures health care products that help doctors, dentists, and veterinarians evaluate and treat patients. Some of these products are cabinetry, procedure chairs, exam and treatment tables, workstations, lighting, carts, and dental operatories.
So it's no surprise that when it comes to the well-being of its more than 300 employees, the Versailles plant is unwilling to compromise. That point was hammered home when the company took additional measures to ensure the safety of its team of welders during the extensive material handling involved in the fabrication of the company's line of medical tables.
The Power Procedures line of medical tables supports a range of specialty procedures, which means each table is different, said Joe Wuebker, manufacturing engineer at Midmark.
"Every one of our tables is a customized product. It's got the base model, but then each has multiple accessories. It all depends on what type of procedure that particular doctor is performing," Wuebker explained.
Accessories may include tray holders, patrician blinds, and knee crutches. Each table requires as many as 30 different weldments and is delivered on an extremely tight, three-day lead-time.
Initially the company relied on manual welding processes to assemble these custom tables, which was an extremely labor-intensive undertaking. Because so many accessories are available with each table, equally as many weld fixtures are required—more than 100 total, Wuebker estimated. Weld teammates were charged with the difficult task of moving the weld fixtures on and off the shelf constantly.
"We had a team of three welders per shift assigned to the program," he said. "Two would weld while one would be responsible for handling and loading fixtures and for removing finished weldments."
To automate the cell and relieve the operators of the physically challenging task of manipulating the heavy fixtures, the company decided to turn once again to robotics.
Safety First
Midmark was no stranger to robotics. In 2005 the firm outfitted its 225,000-sq.-ft. plant with a Motoman Robotics automated resistance welding cell to assemble cabinets for a new line of examination tables. The cell breathed new life into the firm's stable of metal fabricating equipment, including press brakes, laser cutting machines, stamping presses, and seven dedicated assembly lines. It has since added a Motoman robotic gas metal arc welding cell for higher-volume assemblies.
The motivation behind integrating a material handling cell was based solely on worker safety.

Midmark stores each weld fixture with a completed weldment clamped in place to maintain a one-piece inventory for each welded assembly. This cuts down on the number of times the fixture has to move to the front of the cell.
"We had all of those different fixtures and the weld teammates were handling those fixtures by hand, moving them around all the time, taking them out, putting them away. It was pretty dangerous. Obviously, there's also an issue for the teammate being directly in the weld fumes too. Our major push was safety."
Automating the Process
So in March 2009 Wuebker and his team issued the purchase order to Motoman for a cell with a material handling robot equipped with a tool changer to move the weld fixtures to and from a storage rack.
The company integrated a six-axis HP165 material handling robot with 360-lb. payload, 104-in. reach, and a ±0.008-in. positioning accuracy. The handling robot moves the fixtures between one of two load stations, where an operator places parts into the fixture and unloads completed weldments, to one of two weld stations inside the cell. From there the arc welding robot—a six-axis EA1900N with 6.6-lb. payload, 75-in. reach, and ±0.002-in. positioning accuracy—alternates between two weld stations. The handling robot shifts fixtures from station to station to load or unload while the robot welds at the other station.
"We're up to 25 fixtures on the weld cell, but there are still 100-plus that are offline and done manually. We'll never get all 100 on the weld cell, but we do have the high-volume ones on there, which is important," Wuebker said.
The largest, most complex fixture combines 41 components and requires 84 welds to fabricate a scissor-lift assembly. All fixtures mount on a common 24- by 50-in. base plate to facilitate robotic handling. A machined slot in the base plate accepts an off-the-shelf pneumatic tool changer manipulated by the handling robot. Part presence-sensing ensures safe and proper engagement.
Before the robots were installed some of the fixtures had to be split into segments to allow the operators to handle them safely. Now operators can handle the fixtures as one-piece units, as long as they don't weigh more than 400 lbs.
"We've eliminated any ergonomic concerns with manipulating the heavy, bulky fixtures, which definitely factored into the ROI calculations for justifying the investment for the cell," Wuebker added.
RFID Errorproofs the Process
With new orders arriving at the cell at such a quick pace, errorproofing is critical. To assist the cell operators, Midmark outfitted the setup with a Turck radio-frequency identification (RFID) system to monitor and verify fixture selection. The operator receives a kanban card identifying the required weldment. Each card has a bar code that is scanned to enter the job into the queue. Typically, only five or six weldments are scanned ahead of time to allow for any last-minute changes.
With jobs entered into the system, the material handling robot then retrieves the appropriate weld fixture from the designated rack location and places it into a manual load station. An RFID reader verifies that the correct fixture has been staged via an RFID tag affixed to the fixture. After verification, the cell controller signals a roll-up access door, which protects the operator load area, to open. The operator then unloads a completed weldment that has been stored with the fixture.
"We maintain a one-piece inventory for each welded assembly," said Wuebker. "This allows us to minimize robot handling time by reducing the number of times the fixture has to move to the front of the cell. At first we stored the fixtures empty, but realized that this was causing a wasted trip. Based on our flexible production schedule, the finished weldment may sit in inventory (in the fixture) for as little as an hour or for as long as half of a shift."

All fixtures mount on a common 24- by 50-in. base plate to facilitate robotic handling. A machined slot in the base plate accepts an off-the-shelf pneumatic tool changer manipulated by the handling robot.
Weldments can weigh as much as 80 lbs., so the cell is designed to allow crane access to handle the heavier assemblies.
Cell Control Less PLC
Once the fixture has been emptied, the operator loads the weldment's component parts and depresses the start button on the cell control. Parts can be mild steel as thin as 16-gauge sheet metal and as thick as 3⁄8-in. barstock. The roll-up door closes; the handling robot indexes the fixture to a weld station; and the RFID system then tells the welding robot which program to run.
The cell runs without the use of a PLC. All production-sequencing logic is programmed using the robot controller's onboard ladder logic. This includes the inputs from RFID tags and the bar code scanner for part demand. Motoman Robotics provided a human-machine interface (HMI) on the robot teach pendant's color touchscreen to display the part numbers in the queue and the number of parts completed, as well as the status of several critical sensors in the workcell. While the robot welds, the operator loads or unloads from a second station.
After welding, the handling robot moves in to index the fixture back to the storage rack, where it will sit until another kanban card is received. If the part is needed immediately, a bypass program can be engaged through the robot teach pendant. This signals the robot to move the fixture to one of the open, manual pick stations where the operator can slide the fixture—with finished weldment still clamped—out for unloading. After the operator unloads the weldment, he either reloads the fixture with parts and sends it back into the cell for welding or indexes the empty fixture back into the cell.
Doing the Work of Three
Since the cell went live in 2009 the company, with the help of Motoman, has added a few more capabilities to help keep productivity at a high level. First, the company has the ability to store fixtures outside of the cell and load them manually if they need parts. Wuebker said this works great for service parts, as they simply load the fixture into the cell and call up the program. Second, the company has added a function that allows them to remove fixtures that are in need of service without halting regular production time.
Last, the company can now perform a dry run simulation of the welding process or set it to run at half-speed. The weld simulation helps the weld team to observe the process and evaluate whether changes can be made to improve quality or reduce cycle times. Running the process half-speed, explained Wuebker, gives the welders the opportunity to test new fixtures in the cell.
On top of those improvements, the robotic cell allows one operator to do the work of three, allowing Midmark to reallocate its welders to other areas of the plant. The cell runs two shifts per day and processes about 150 weldments per shift.
"Our production level is the same as before with much less labor. And weld quality has significantly improved, [which is] critical since many of the welds are visible. We've also eliminated any chance of missed welds and avoid errors such as incorrect weld length or fillet size."
Midmark Corp., 60 Vista Drive, P.O. Box 286, Versailles, OH 45380, 800-643-6275, www.midmark.com
About the Author

About the Publication
subscribe now

The Welder, formerly known as Practical Welding Today, is a showcase of the real people who make the products we use and work with every day. This magazine has served the welding community in North America well for more than 20 years.
start your free subscription- Stay connected from anywhere

Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
- Podcasting

In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...




