















YAG laser Welding applications for the automotive industry
 |
The automotive industry is continually striving to improve product performance and fuel efficiency by reducing vehicle weights. The recent drive toward the use of aluminum-based structures in this industry has led to the development of aluminum space frame structures (assembled from cast and profile materials), aluminum alloy sheet assemblies (based on steel monocoque structures), and the use of lightweight cast components.
Laser welding has the potential to be applied to all of these areas. For space frame structures in which joints are likely to require complex manipulation, Nd:YAG lasers with fiber-optic beam delivery are typically used.
For aluminum alloy sheet assemblies, laser welding of tailored blanks (flat sheets butt welded together for forming into components) would reduce the number of stamping operations needed, the number of dissimilar materials (such as 5000 to 6000 series) and thicknesses (to save weight) to be joined, and scrap (to save cost on aluminum alloy).
While the welding of steel has been thoroughly investigated and well-documented, aluminum alloys have proven more difficult to weld reliably. Porosity, heat-affected zone (HAZ) cracking, blowhole formation, and lack of penetration are all problems frequently encountered in laser welding of aluminum. This article discusses a study undertaken to help address some of these challenges.
 |
| Figure 1 |
YAG Laser Welding Experiment Setup
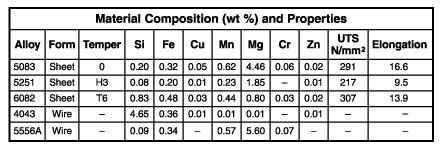
A study was performed that involved welding aluminum blanks of standard guillotined edges with a 4-kilowatt, continuous-wave Nd:YAG laser fitted with a 600-µm fiber. Sheets of 5000 and 6000 series aluminum alloy, 1.6 to 2.0 millimeters thick, were evaluated (see Figure 1). In addition, a number of filler wires were used to control weld metal composition details, increase the tolerances to joint gap, and improve the top or root bead by eliminating undercut (also shown in Figure 1).
Standard process parameters (welding speed, joint gaps, wire feed rate, etc.) were developed. Metallurgical analysis, tensile testing, and press forming were carried out to ascertain the weld quality.
Autogenous and wire feed welds were produced with an average power of 3.50 kilowatts at the workpiece. The wire feed equipment fed wire through a planetary head incorporating a wire straightening device to make positioning in the weld gap easier. Wire was guided via a copper guide tube to the wire feed nozzle, which was mounted to an adjustable bracket connected to the focusing head. Helium gas was used for both top and underbead shielding.
The Wire Feed Process in YAG Laser Welding
The joint gap size, wire size, and welding speed were used to define a nominal wire feed speed using the following equation:
Wire feed rate = Welding speed X cross-sectional area of gap/Cross-sectional area of filler wire
The wire feed rate and welding speed were measured in meters per minute, while the area of gap and area of filler wire were in square millimeters.
The results showed that successful filler wire feeding depended on the wire feed delivery angle and position in relationship to the laser beam and weld zone. Angles between 30 and 60 degrees were tried, but the best results were achieved with 45 degrees from the vertical.
The position at which the filler wire meets the weld pool is perhaps the most important setting for the smooth transfer of feed wire into the pool. The wire must not intersect the laser beam above the weld pool, as this causes excessive spatter, tooling damage, and reduced penetration.
During these welding trials, the best position for intersecting the laser beam was about 1.5 millimeters in front of the weld pool. The laser beam/wire intersection position was set with the filler wire feed at 45 degrees to the plate surface, 1.5 millimeters from where the laser beam met the work.
Gas shielding of the weld pool is important when welding with filler wire, especially if a gap is present between the plates to be joined. It is more important in this situation than in marking of autogenous welds, because the weld pool is much larger than the autogenous laser weld keyhole.
The helium gas flow settings were chosen from previous work. A flow of 10 liters per minute was used in the wire feed nozzle and 40 liters per minute in the coaxial nozzle. These flow rates gave the most consistent penetration and visual weld quality.
Welding Speed, Material Prep
In terms of weldability, some difference was detected between the 5000 and 6000 series alloys. For a given spot size (0.60 millimeter) and power density (1.2 X 106 watts per minute squared), 5000 series material (containing magnesium) appeared to weld at faster speeds than the 6000 series material (containing magnesium-silicon). A possible reason for this is that vaporization of the magnesium contained within the alloy during keyhole welding gave rise to a more stable keyhole.
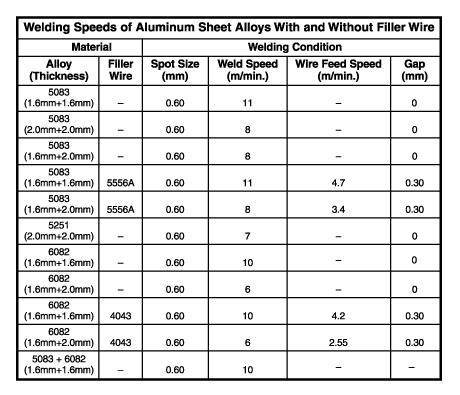
Figure 2
At this stage, it appeared that the magnesium content was a dominant factor, and it was not possible to validate the effects of other alloying elements (such as silicon, iron, manganese, etc.) in this work. However, laser welding of 5000 series aluminum alloy required close control of the underbead shielding to achieve a smooth underbead without material drop through the welding. Full results are summarized in Figure 2.
Typical welding speeds were 8 to 11 meters per minute for 5083 alloy and 6 to 10 meters per minute for 6082 alloy. Addition of filler wire material improved not only the weld profile but also the tolerance to gaps between the sheets. For dissimilar sheet thicknesses (1.6 to 2.0 millimeters), a wire feed rate of 2.55 meters per minute could accommodate up to a 0.30-millimeter joint gap. When the wire feed rate was increased to 5 meters per minute, a gap of 0.5 millimeter could be bridged.
YAG Laser Welding Material Preparation
In terms of material preparation, the Nd:YAG laser welding process appeared to be able to produce consistent welds on aluminum alloys in the as-received condition (without removing the oxide layer before welding). However, the presence of an oxide layer, which may contain moisture, is likely to affect the porosity levels in welds. This may in turn affect the mechanical performance of the joints.
In addition, in some cases, welding must be done with pressing lubricants/oils or with special surface treatments. The effect of these factors on welding performance and weld properties was not examined in this study.
Porosity
Porosity occurs in three forms: through thickness blowholes, large irregular pores, and small spherical pores. During these welding trials, the porosity levels were assessed by radiography. For autogenous welds, the level of porosity was very low in both 5000 and 6000 series aluminum alloys.
Typically, less than five pores smaller than 0.5-millimeter diameter occurred in a 100-millimeter length of weld in 1.6-millimeter-thick material, but no clear pattern was discernible for different alloys or different filler types. The results were very similar for the welds made with the addition of the wire (see Figure 3).
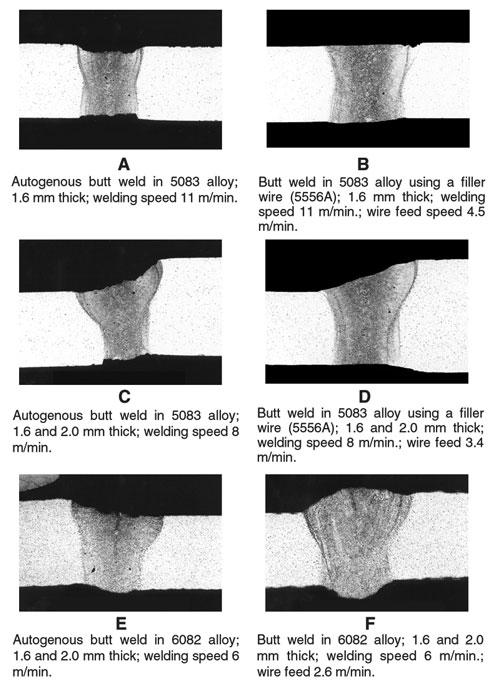
Figure 3:
Porosity occurs in three different forms—thickness blowholes, large irregular pores, and small spherical pores.
The reduction in porosity can be attributed to two main things:
1. Increased average power (and hence power density) at the workpiece. The increased power density at the workpiece maintained the stable keyhole during the welding process. The keyhole stayed open during the welding, and the solidification time was increased, allowing the pores to escape on both sides of the seam.
2. Improved gas shielding setup with a coaxial helium shield on the top bead and helium underbead.
Mechanical Properties
The performance of the laser welds, with and without filler, was evaluated by both tensile and formability testing. The formability evaluation is particularly important to the potential use of aluminum for tailored blank applications.
The Erichsen cupping test, in which a 20-millimeter-diameter ball is forced into a sheet, followed by measurement of the dome height before failure, was used in this work to measure formability.
Hardness profile was measured across the weld with the Vickers Pyramid Indentation method. The load used during the measurements was 0.1 kilogram.
Overall, the laser-welded, nonheat-treatable alloys and heat-treatable alloys exhibited different mechanical properties.
5000 Series Alloys (Aluminum-Magnesium). Autogenous laser welding in 5251 aluminum alloy produced an average tensile strength of 92 percent of the parent material, with elongation to failure of 4 percent. The addition of 5-percent-magnesium (5556A) filler wire did not substantially improve these values.
For the 5083 aluminum alloy, the autogenous welds had an average tensile strength of 96 percent of parent material value, with an elongation to failure of 9.8 percent. Adding 5-percent-magnesium filler material increased the average tensile strength to 98 percent of the parent material value, with elongation to failure of 12 percent and failure occurring in the parent material/HAZ.
Tensile tests carried out with dissimilar thickness combinations (1.6 to 2.0 millimeters) showed that fracture occurred in the base material of the thinner sheet in the weld. The autogenous welds had an average tensile strength of 94 percent of the parent material value, with elongation to failure of 9 percent. Both tensile strength and elongation improved slightly with the addition of the filler material, and the failure occurred in the thin (1.6-millimeter) material away from the weld.
In these solid solution-strengthened alloys, the reduction in tensile strength was caused by the loss of work hardening and reduction in effective cross-sectional area in the weld metal due to porosity or undercut. Loss of alloying elements such as magnesium also has been reported to reduce the tensile strength of weld metal when losses of between 5 and 10 percent have occurred.1 The HAZ also was annealed during welding.
Adding filler wire material not only improved the mechanical properties, but also caused the fracture to occur in the parent material/HAZ.
Also, the filler wire provided reinforcement to the weld zone by eliminating undercut from the top or root bead. Full results are summarized in Figure 4.
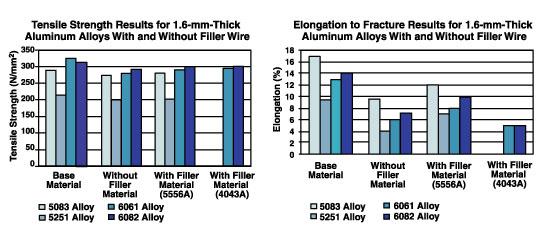
Figure 4:
6000 Series Alloy (Aluminum-Magnesium-Silicon). For these heat-treatable alloys, an increased loss in tensile strength and elongation compared to 5000 series alloys was noted for welds tested in the as-welded condition. The reduction in weld tensile strength for the precipitation-hardened alloys was caused by the re-solution of precipitates and/or strain hardening in weld metal. The HAZ also was softened by overaging during welding. The hardness results showed that hardness value decreased 25 percent compared to the parent material [Vickers Hardness (Hv)150 for the parent material, Hv113 for the HAZ, and Hv110 for the weld metal].
The tensile failure strengths of the 1.6-millimeter-thick 6082 aluminum alloy were generally between 85 and 90 percent of the base metal strength for the autogenous and wire feed welds (using aluminum-silicon 4043A and aluminum-magnesium 5556A filler), with elongation to failure of 4 to 12 percent. The elongation-to-failure values for welds made with 4043A wire were low compared to the 5556A wire.
Formability
Erichsen cupping tests (20-millimeter-diameter die) also were performed to determine the postweld formability of laser-welded samples. The welded samples were tested with the root of the weld in the direction of the punch. The results of the tests showed a similar trend to the elongation-to-failure values from the tensile tests.
Failure heights of 9.34 to 12 millimeters were obtained for 5000 series alloys, while 8.30- to 9.7-millimeter failure heights resulted with 6000 series alloys. In the samples welded without the filler material, the fracture occurred in the weld; in the welds with the addition of wire, the failure was in the parent material. The results were comparable for both similar and dissimilar thickness combinations.
The failures that occurred away from the weld region indicated that the requirements of failure in the parent material for welding steel sheet are close to being met in laser welding of aluminum alloys. These improvements have been achieved with the addition of wire, weld profile, power density at the workpiece, welding and wire speed, and thermal cycles. More improvements are possible with this process by further optimization of these parameters.
YAG Laser Welding in a Nutshell
As shown by this study, the increased average power at the workpiece delivered by a 4-kilowatt, continuous-wave Nd:YAG laser source can be used for tailored blank welding of aluminum alloys, which is less dependent on surface preparation than conventional welding.
As discussed, some tensile test failures occurred away from the weld region, indicating that the requirements of failure in the parent material for the tailored blank welding of steel sheet are close to being met in laser welding of aluminum alloys. This improvement has been achieved by using filler material and optimizing laser and process parameters during these welding trials. Further work is planned to fully characterize and develop laser welding of aluminum alloys with wire filler material.
About the Authors
About the Publication

subscribe now

The Welder, formerly known as Practical Welding Today, is a showcase of the real people who make the products we use and work with every day. This magazine has served the welding community in North America well for more than 20 years.
start your free subscription- Stay connected from anywhere

Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
- Podcasting

In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...
- Trending Articles
1
Sheffield Forgemasters makes global leap in welding technology

2
Welding student from Utah to represent the U.S. at WorldSkills 2024

3
Lincoln Electric announces executive appointments

4
Lincoln Electric acquires RedViking

5
Engine-driven welding machines include integrated air compressors
