















Contributing Writer

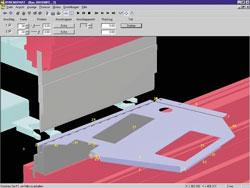
Offline bending software expedites the bending process.
Metal fabricators must continuously seek new ways to maximize their uptime and improve their staff utilization to combat the skilled worker shortage. Fabricators typically encounter bottlenecks during setup and production in their press brake bending operations—obstacles that lead to downtime and fewer operators actually processing material. Superfluous tasks in both of these stages prevent full press brake optimization.
Representatives from Amada, Buena Park, Calif.; LVD Strippit, Akron, N.Y.; and Bystronic Inc., Hauppauge, N.Y., addressed these issues in a presentation at the FABTECH® International & AWS Welding Show in November.
The two largest problems? Performing non-value-added steps and having to compensate for material variations.
Fortunately, some new technologies and two key strategies can help fabricators optimize their press brake operations in these areas, according to press brake manufacturers.
Offline bending software is quite possibly the most important resource for reducing the bending bottleneck, said Jerry Rush, product COO for Amada America Inc. In conventional bending, the non-value-added steps include selecting the proper tooling, creating a program, setting up the machine, determining the bend sequence, and conducting a test bend. These steps consume the vast majority of production time.
"We have found that over 70 percent of the time that an operator is processing a job is spent in eight steps that don't add any value to the part," Rush said. "So the whole point of the offline software is to shift as many of those eight steps to a computer—an inexpensive computer—offline and away from the press brake, thereby allowing the operator and the press brake to spend more time bending parts."
The software generates profiles of the press brake, tooling, and backgauge; the profiles are incorporated to verify the operation and provide a visual reference. It begins with a solid model, unfolding the model until its bending attributes are recognized. Attributes include the bend allowance, direction, angle, lines, and material. Using a library of available tools, the programmer selects the correct tooling for the part. After determining the required tool layout and bend sequence, the programmer simulates the new bending program to look for collisions and interference.
Paul LeTang, LVD senior applications engineer-forming, compared offline programming to preparing a race car.
"When the race car pulls into the pits, the tires, the gasoline, everything is ready to go so that all they do is change the tires and send the car back on the road," LeTang said. "There are no decisions about what tires to use, what octane gasoline, which tires go where—all this is decided earlier so that the downtime is minimized."
Although the software is designed to speed setup, some offline steps remain dependent on the operator. The manufacturing capacity required to move a blank and obtain the tooling does not change even if a shop implements the software. What changes significantly, however, is the amount of effort dedicated to tool setup, program creation, machine setup, and data entry, which drop from 6 percent to 2 percent, 4 percent to 1 percent, 6 percent to 3 percent, and 15 percent to 2 percent, respectively, according to Rush. Inspection drops from 6 percent to 5 percent because the operator uses fewer test pieces—if any—and overall, the software creates 26 percent more manufacturing capacity and reduces setup time by 36 percent, he said.

Press brakes today require advanced programming software to get the most out of metal bending.
The software's benefit changes with different lot sizes. When a shop runs large lots over an extended period, offline programming has minimal effect. As lot sizes drop, however, the benefits are higher, and the results more apparent. If a single press brake processes several jobs per day, each requires a setup. And with setup times reduced by 36 percent, the machine spends more time processing jobs and less time sitting idle.
Rush cited reductions in labor costs and scrap as additional benefits. If a shop can utilize an operator who previously spent only 28 percent of the time bending parts and increase that time, then the shop reduces its cost of labor relative to the parts it produces. And when a shop eliminates test pieces—simulating the run offline instead—it reduces its scrap percentage, especially in low-volume runs.
"There are a number of different ways that you could make the same part with more than one bend, and a typical programmer or a typical machine operator doesn't have the time or, sometimes, the knowledge to examine every single possibility," LeTang said. "The CAD software does this automatically. It examines every possible way the part could be made, and then it selects the best solution according to some user-defined criteria."
Adaptive technology, available as part of some press brakes' programming software and invisible to the operator, allows the machine to adjust automatically to variations in the material and the press brake itself, according to Bystronic Bending Product Manager Casey Schlachter. Although offline software checks for collisions and part feasibility before processing, variables in the material and the machine can cause parts to fluctuate during a production run. These variables include machine deflection, sheet thickness and springback, sheet hardness (its tensile strength), grain direction, and the temperature of the oil in the press brake.
Material Variation. "In the case of these adaptive technologies, what it eliminates is the operator having to sort through a stack of parts in front of the machine, maybe 40 or 50 blanks, to sort out coils of steel with different hardness ratings, which are inconsistent and will bend differently on a normal press brake," Schlachter said. "If [the press brake] has adaptive technology, the operator doesn't need to go through that process. The machine will make the angle good, despite the parts coming from a different coil."
Deflection. Machine deflection creates angle errors by shifting the upper tool away from the lower tool. With conventional press brakes, operators waste time and materials by shimming the tools, Schlachter explained. Crowning devices compensate for deflection by producing a bow in the lower table to match the upper and lower beam deflection.
Bending Pressure. When operators inspect bent parts after a conventional production run, they may find parts that bent at somewhat different angles because they came from different batches. If this occurs, they make corrections in the program and rebend the parts to achieve the correct angle. Adaptive crowning adjusts on-the-fly to each sheet it bends. The technology utilizes inline pressure sensors that read the bending pressure 4,000 times per second and hydraulic crowning pistons that compensate for deflection.
Springback. According to Schlachter, springback is directly proportional to grain direction and tensile strength. Adaptive springback control enables multiangle part nesting, regardless of grain direction; eliminates erratic odd-angle bends from parts cut from sheets with different hardnesses; reduces rework; holds on to the part; requires no special tools or devices; and is not subject to damage. The computer, by reading pressure sensors and linear scales, measures the springback of each piece and overbends by the total amount of springback to achieve the target angle, without letting go of the part.
Oil Temperature. As a press brake warms up during the first two hours of operation, its oil temperature increases significantly, transferring heat to the parts and stretching them differently. The temperature change can cause a 6-degree variation on a sheet of 16-ga. steel. Adaptive technology reads the temperature automatically in real time, compares it to a pre-established parameter page, and changes the ram stroke accordingly.
"Once we set that up [temperature compensation] in the press brake, the operator need not be concerned about having to do angle adjustments two or three hours later; or two or three months later; or in springtime versus winter; or on a hot day or a cold day in the shop; or on a warm machine running all day long versus [operating in] the morning, when the machine is cold," Schlachter said.
Both strategies—programming setups offline and installing adaptive bending technology—require little or no extra skill from the operator, according to the press brake experts. The technologies just allow operators to utilize their skills more productively, spending less time on the eight non-value-added steps and more time bending parts at the brake.
Adaptive technology in press brakes assists operators in making quality bends without lots of rejects.

Contributing Writer

The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...





