















Aspectos generales del doblado: los fundamentos del doblado pesado
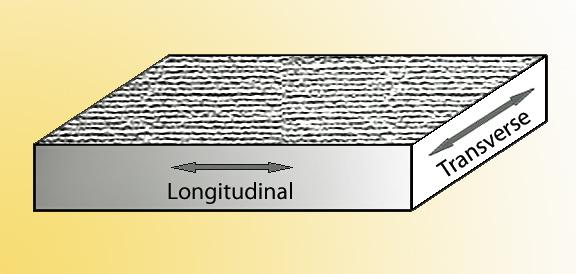
Figura 1
El grano de una placa va paralelo a la dirección de rolado.
Aun cuando los calibres de la hoja metálica van de 0.005 a 0.249 pulgadas de espesor, los espesores de las placas de aluminio y de acero empiezan en 0.250 pulgadas y van hasta 13 pulgadas o incluso más. De igual forma, la placa de acero varía en resistencias desde variedades suaves hasta algunos materiales con muy alta resistencia como el Hardox®. Cuando se trata de material muy grueso o de muy alta resistencia a la tensión, pueden ya no ser aplicables las reglas tradicionales para determinar los radios mínimos de doblez, los radios mínimos de punta de punzón, las aberturas de dado, los cálculos de la fuerza de doblado y los requerimientos de herramental– al menos no de la misma forma en que se aplicaban al trabajar con calibres más delgados.
Debido a que la pieza de trabajo pue-de ser sumamente gruesa y robusta, es necesario entender las variables y saber cómo trabajar con éstas. Primero, considere la composición química del material, la condición de su superficie y de su borde, así como su espesor, y determine si el doblez es con la dirección del grano del material o transversal a ésta.
Todo formado, sin importar la escala, implica algo de deformación plástica. La expansión del material ocurre en la superficie exterior del doblez, la compresión en la interior, y es necesario saber cómo tratar con ambas. Los límites de la ductilidad del material serán los factores de control para el radio mínimo de doblez.
El esfuerzo asociado con la deformación plástica cuando se forma en frío puede hacer que el material se endurezca por deformación. Esto puede cambiar las propiedades mecánicas del material en el área de doblez, donde está ocurriendo la deformación plástica. En este punto tendrán que considerarse la ductilidad y la resistencia a la fractura.
Sin importar el material, su calibre o espesor, los aceros suaves y los aluminios suaves son mucho más dúctiles que los materiales de alta resistencia, y por lo tanto, pueden ser doblados a un radio más agudo. Ésa es la razón de que al doblar metales gruesos o de alta resistencia a la tensión sea necesario respetar un radio de doblez interior mínimo. Esto minimizará los efectos del endurecimiento por deformación y la fractura en el doblez.
Las hojas de datos del proveedor de material normalmente establecen la medida a la cual puede formarse la placa sin fallas, recomendando radios de doblez mínimos por tipo de material y propiedades. Generalmente, es necesario acero con bajo contenido en carbón o aluminio suave para una buena formabilidad y un radio interior estrecho, pero conforme aumenta el nivel de carbón en el acero o la dureza del aluminio, se ven limitadas su ductilidad y su formabilidad, aumentando el radio mínimo que puede producirse.
La importancia de la dirección del grano
Al trabajar con placa, ponga mucha atención a si está formando con la dirección del grano (longitudinal) o perpendicular a ésta (transversal) (vea la Figura 1). La dirección del grano de una placa viene del proceso de rolado de la fresa, el cual estira la estructura metalúrgica e inclusiones del material. Los granos van paralelos a la dirección de rolado.
Formar con el grano requiere menos fuerza de doblado debido a que la ductilidad del material ya está estirada. Sin embargo, este estiramiento hace que los granos se extiendan, lo que se manifiesta como fractura en el radio de doblez exterior. Para evitar o al menos reducir esta fractura al doblar de manera longitudinal a la dirección del grano, puede ser necesario usar radios de doblez mayores. Al doblar de manera transversal a la dirección del grano, la ductilidad reducida aumentará el tonelaje requerido para el formado, pero podrá aceptar un radio de doblez interior mucho más estrecho sin destruir la superficie exterior del doblez.
Esfuerzo localizado
El esfuerzo localizado puede influir en los resultados del formado, y esto limita lo estrecho del radio de doblez interior. Procesos térmicos como corte con flama y láser endurecen los bordes y producen concentraciones de esfuerzo. Puede ser necesario remover el acanalado de la superficie y esquinas filosas a lo largo de los bordes cortados. Reafilar los bordes cortados y superficies puede ayudar a reducir o eliminar microfracturas en áreas críticas.
Al formar placa pesada a radios de doblez estrechos, puede ser necesario precalentar el material entre 200 y 300°F (93 y 149°C) antes de doblar, particularmente si se están tratando de doblar espesores de 0.75 pulgadas (19mm) o más. Para obtener los mejores resultados, asegúrese de calentar el material uniformemente.
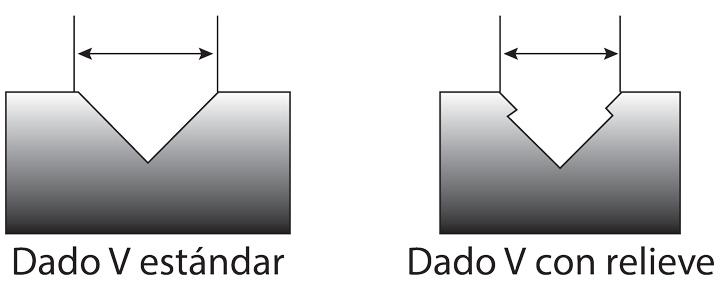
Figura 2
En la herramienta a la derecha, el espacio de dado ha sido liberado. Esto permite al
punzón pasar profundamente al espacio del dado, y para compensar la recuperación
elástica, aprovechar un ángulo de dado incluido de 78 o 73 grados.
Recuperación elástica
Todos los aceros, aluminios y hasta los plásticos presentan recuperación elástica al liberarse de las fuerzas de doblado. La recuperación elástica es la liberación de deformación elástica y está relacionada directamente con el límite de elasticidad del material. Ésa es la razón de que se necesite un ángulo de doblez mayor para lograr el ángulo requerido, especialmente para aceros con límite de elasticidad alto y para la mayoría de los aluminios.
Una cierta pieza de trabajo en hoja metálica puede tener, por decir, 2 grados de recuperación elástica, así que se necesitará un punzón con un ángulo incluido mínimo que sea al menos 2 grados menos que el ángulo incluido del dado para dar la separación angular requerida. Sin embargo, conforme el radio aumenta, aumenta la recuperación, y la cantidad de recuperación elástica puede ser significativa cuando el radio es grande con relación al espesor de la hoja o placa.
El ángulo y ancho correctos del dado pueden ayudar a compensar esta recuperación elástica excesiva. Esto incluye dados en relieve (vea la Figura 2), con ángulos incluidos de 78 o 73 grados. Los dados de canal tienen ángulos de dado incluidos que son perpendiculares, rectos hacia arriba y hacia abajo. Ambos permiten la penetración necesaria de la herramienta sin interferencia entre las caras del dado, el punzón y el material.
Formado en caliente del acero
El formado en caliente ocurre cuando la placa está entre 1,600 y 1,700°F (871 y 927°C). Esto reduce o incluso elimina el endurecimiento por deformación, la fractura del radio y la distorsión de la estructura del grano. La alta temperatura hace que la placa se recristalice, cambiando en realidad su estructura molecular.
La placa puede requerir reproceso para regresarla a su condición original. Sin embargo, en comparación con el formado en frío, el formado en caliente permite un grado mucho mayor de for-mabilidad y requerimientos de tonelaje reducidos, lo que lo hace una alternativa atractiva cuando la capacidad de tonelaje de la prensa representa un problema. Es posible que la prensa no sea capaz de formar una placa en frío, pero puede formarla en caliente.
Como todo, el formado en caliente tiene sus limitaciones. La alta temperatura requerida para formar en caliente puede causar oxidación. También puede causar descarburación de la superficie—un cambio o pérdida en el contenido de carbón. La mayoría ve la descarburación como un defecto, porque la pérdida de carbón hace al acero menos estable, lo que a su vez puede causar diversos pro-blemas con los productos hechos con ese acero. Se pueden hacer pruebas al material para confirmar el nivel de pérdida de carbón, y si el material alterado es acep-table o no.
Formado en caliente del aluminio
Si se dobla algo más duro que aluminio 5054, se necesitará recocerlo calentando a lo largo de la línea de doblez. Si no, dicho aluminio duro se fracturará y se romperá durante el formado.
El aluminio se funde entre 865 y 1,240°F (463 y 671°C), así que obviamente no se puede calentar tanto como el acero. En algunas formas el aluminio se calienta, se dobla y se recristaliza como el acero, y en otras formas responde de manera muy diferente. Cuando se calienta, el aluminio tiende a tener un poco más de recuperación elástica. Es posible lograr el ángulo y radio de doblez deseados, pero en cuanto se enfría, sufre una ligera recuperación elástica.
Cuando se calienta el acero, primero se vuelve maleable y luego se funde. Cuando se calienta el aluminio, primero es maleable, luego se vuelve quebradizo y luego se funde. Cuando se calienta aluminio a un punto muy cercano al punto de fusión y luego se intenta doblarlo, la pieza de trabajo se puede fracturar o romper.
Otra parte difícil del formado en caliente del aluminio es que, cuando se calienta, el metal no cambia de color como el acero. Se puede recocer el aluminio usando una antorcha de oxiacetileno con flama neutra. Mueva hacia atrás y hacia adelante hasta ver un color dorado. Es posible que también vea una película negra o una forma de hollín, pero esto se puede limpiar fácilmente después. Dependiendo del espesor de la placa, puede requerir unas cuantas pasadas de la flama, así que tenga cuidado de no calentarla demasiado. Si lo hace, puede hacerla quebradiza o incluso fundirla.
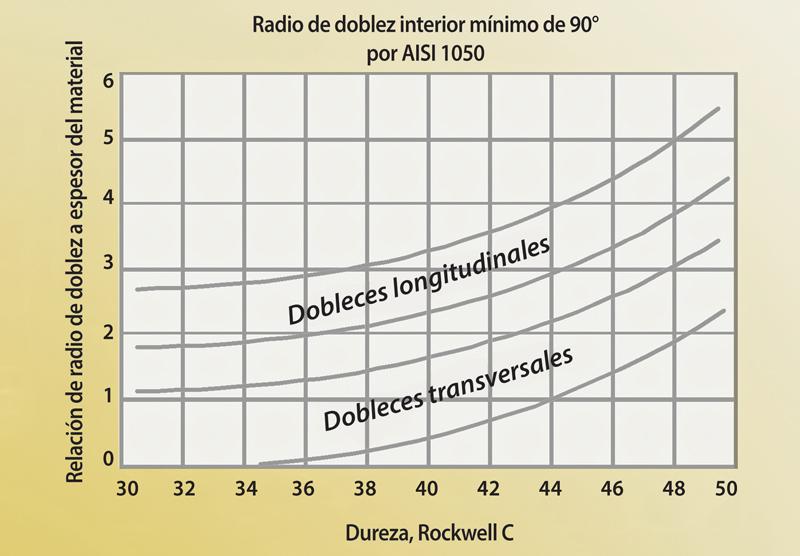
Figura 3
El doblado longitudinal, o doblado con el grano del material, aumenta el radio interior
mínimo requerido del doblez.
Radio de doblez interior mínimo
Para acero, aluminio y acero inoxidable, encontrará diversas relaciones de radios de doblez mínimo con respecto a espesores, y tendrá que buscar estos valores en los datos proporcionados por su proveedor de material. Sin embargo, al buscar estos valores tenga en cuenta que doblar de manera transversal (perpendicular al grano) o longitudinal (con el grano) tendrá un efecto en el radio de doblez mínimo requerido. El doblez longitudinal requiere un radio mayor que los establecidos para doblado transversal (vea la Figura 3).
Conforme aumenta el espesor, aumenta el radio. Para 6061 de 0.25 pulgadas de espesor en una condición “O”, el proveedor de material puede especificar una relación 1 a 1 de radio interior a espesor de la placa. En aluminio de 0.375 pulgadas de espesor, el radio mínimo es 1.5 veces el espesor; para un espesor de 0.5 pulgadas, es 2 veces el espesor.
El radio mínimo también aumenta con material más duro. Para 6061 de 0.25 pulgadas de espesor en una condición “T4”, el proveedor de material puede especificar el radio mínimo como 3 veces el espesor; la placa de 0.375 pulgadas de espesor puede tener un radio mínimo de 3.5 veces el espesor; para placa con un espesor de 0.5 pulgadas puede ser 4 veces el espesor.
La tendencia es obvia: entre más dura y gruesa sea la placa, mayor será el radio de doblez mínimo. Para aluminio 7050 de 0.5 pulgadas de espesor, el radio de doblez mínimo puede especificarse como 9.5 veces el espesor del material.
De nuevo, el radio de doblez interior mínimo es todavía mayor al doblar en la dirección del grano. En acero entre 0.5 y 0.8 pulgadas de espesor, los grados 350 y 400 pueden tener un radio de doblez mínimo de 2.5 veces el espesor del material al doblar de manera transversal, mientras que el doblado longitudinal puede requerir un radio de doblez mínimo de 3.75 veces el espesor del material. Y entre 0.8 y 2 pulgadas de espesor es muy probable que se requiera formado en caliente.
Una regla empírica sencilla
Hay una regla empírica para determinar un radio de doblez mínimo para el acero, y esto generalmente funciona también para el aluminio. Divida 50 entre el porcentaje de reducción de tensión del material especificado por su proveedor. Este valor variará por grado.
Si el acero tiene un valor de reducción de tensión de 10 por ciento, divida 50 entre ese valor: 50/10 = 5. Luego, reste 1 de ese resultado: 5 – 1 = 4. Ahora, multiplique ese resultado por el espesor de la placa. Si el material tiene un espesor de 0.5 pulgadas: 4 x 0.5 = 2. Por lo que en este caso, el radio de doblez interior mínimo es 2 veces el espesor del material.
Observe que sólo es una regla empírica. Encontrar el radio de doblez mínimo real para placa de acero o aluminio requiere un poco de búsqueda. Esta búsqueda debe incluir datos de su proveedor de material, saber si se está doblando con el grano o de manera transversal a éste, así como información específica para la aplicación. No obstante, las respuestas están ahí, esperando que usted las encuentre.
About the Author

About the Publication

subscribe now

FMA Communications ha introducido al mercado la edición en Español de la revista The Fabricator. Esta versión consiste del mismo tipo de artículos técnicos y sección de lanzamientos de nuevos productos que actualmente presentan el personal de primera categoría de Fabricator en Inglés.
start your free subscription- Podcasting

In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...
- Trending Articles
1
La mezcla de gas auxiliar impulsa la tecnología del láser de fibra

2
Los operadores de prensa dobladora inexpertos hacen indispensable el repensar la seguridad

3
Máquina de corte por láser diseñada para el mercado mexicano

4
La sierra de doble carro sigue los contornos del tubo perfectamente

5
La máquina procesadora de placas crea biseles complejos en un solo corte
