















Senior Editor
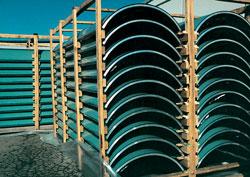
Figure 1: These ¼-inch, 24-in.-radius, prepainted aluminum panels were bump-formed using a urethane pad system as the bottom die. (Photo courtesy of Polyurethane Products Corp.)
Press brake tools aren't kind to sensitive surfaces. They produce die marks and leave scratches on prepainted metal. And on perforated sheet or diamond tread plate, steel tools induce stresses that can rip material apart.
For cosmetically sensitive material, "people have polished steel dies, hoping that the finish would transfer to the workpiece surface," said Joe White, an engineer at Acrotech Inc., Lake City, Minn. That works to an extent, but after so many hits the tool finish wears, so "you need to remove the heavy dies and repolish them. It's a short-term solution."
In these cases, polyurethane film, inserts, pads, and bottom dies can help matters. They prevent marring and, in some cases, allow the die to take on a variety of materials and gauges, including perforated metal and diamond tread plate.
"The fortes of urethane tools include mark-free bending and radius bending of all sizes," said Carl Michelsen, vice president of engineering of Polyurethane Products Corp., Addison, Ill. "They can bend material a few thousandths thick up to ¼ inch," including stainless material, though most jobs involve material about 3/16 in. and thinner.
Urethane tooling isn't magic. It doesn't change the mechanical properties of metal, so to form a large radius in just a few hits, for instance, still requires more tonnage than bumping with air bending. What the tooling can do, though, is eliminate scratches on prepainted and other cosmetically sensitive material and form certain material that steel brake tools simply can't (see Figure 1).
Being elastomers, urethanes deflect to a certain degree before they break down. Roughly analogous to rubber bands, urethanes with high deflection can flex significantly before they break; ones with little deflection deform only a small amount.
Urethane tools have different hardnesses (durometers, in urethane-speak) as well as maximum deflection values, which are the recommended amounts the dies can deflect without sacrificing tool life. Metal bending urethanes come in durometers from 75D, with 5 percent deflection (think a bowling ball), to 80A, with 35 percent deflection (think a rubber shoe heel).
In a press brake, urethane can be applied as film, an insert, a pad, or as a solid bottom die. Film can be placed on top of steel tools, though the film must be repositioned after every five or 10 hits, depending on the film's mil thickness. V-die inserts (see Figure 2) can perform angle bends as well as small-radius bends. Pads, most of which are inserted into C-channel-shaped steel retainers with tangs, can perform angle or radius bends (see Figure 3).
These pads and inserts, which use what's called deflecting urethane, generally last between 10,000 and 30,000 hits, depending on the application and urethane durometer. Sources added that, on occasion, fabricators deflect the urethane beyond the recommended amount because there's no other way to form the part on a brake; the trade-off is drastically shorter urethane life of perhaps only a few hundred hits.
At the hardest end of the durometer scale are nonmarring solid urethane bottom dies. These generally have a life of about 60,000 hits, though specialty four-way dies help increase life significantly. These four-way dies, which use less urethane than solid dies, consist of an X shape, with one V on top of another, and are placed in steel retainers. Other solid urethane die varieties—including V, acute, and hemming dies—have tangs built in and so can be inserted onto a brake just like a comparable steel die.
Hard urethane dies have a maximum of only 5 percent deflection. For most practical applications, these dies don't deflect much at all, which is why they have come to be known as nondeflecting urethanes. They have tonnage requirements and setup calculations that resemble those required for steel tools. The urethane V die, for instance, contacts metal in the same three places, and the air-bending action is identical.
Radius bending with urethane tooling, however, is a different story. Modern controls have made accurate bump forming easier, but the process can require a significant amount of hits and time. "After so many hits, you may have a tired operator, and your results may not be what you'd like them to be," Michelsen said, adding that there's more risk of marking the material.
A matched set of steel radius tooling can form such geometries, but the tooling can get expensive, and as Michelsen put it, "If you change the material, you have to change the tooling with different tempers to deal with changes in mechanical properties."
Urethane tools help the brake form multiple radii in fewer hits than a typical bump forming operation would require. The setup entails a round steel punch and, on the bottom, a urethane pad that's usually in a steel retainer with a tang that can be inserted onto the press brake. The bending action isn't bottoming or coining (which isn't recommended for any urethane tooling), but it isn't air bending either. Instead, the urethane pad flows up and around the workpiece on either side of the descending round steel radius punch. The urethane acts almost like a bladder of hydraulic fluid. The degree the urethane flows depends on the applied tonnage, the material type and thickness, as well as the amount of deflection the urethane pad allows. Urethane pads are in constant contact with the workpiece throughout the bend, and the bend forms from the centerline out. A urethane pad has no rigid contact points on either side (the two outside points in a three-point air bend), because the pad starts out flat. There is literally no die opening.
"The pad has no choice but to follow the punch exactly," Michelsen explained. "It can assume no false geometry. In a three-point [air bend] condition, you can get some geometry elements that aren't really true. When you're bending over three points, the metal doesn't necessarily exactly follow the punch. If you're bending on urethane, it has no option but to follow the punch."
He added that this makes the urethane gentler than its steel radius tooling counterparts. Custom cam or rocker steel tool setups, for instance, usually entail a large die opening, rounded at the bottom to form the workpiece to a specific radius. When the punch hits metal, nothing supports the workpiece underneath until it hits the tool steel at the bottom of the die opening. Without support on the bend centerline, and with pressure from the points on either side of the die opening, the workpiece tends to kink before forming into the die cavity.
With steel radius tooling, "you're really bending the workpiece in a V shape until you bottom out on the steel bottom die with the punch," said Govind Lakshman, Polyurethane Products president. "You obtain the final radius bend at the bottom of the stroke. But if you release the pressure, some of the metal will spring back into a different radius than what you had formed at the bottom of the stroke."
Springback becomes more controllable with a urethane pad, Lakshman added, because it is the punch that determines a material's springback, and the urethane pad is designed to force the metal around the punch during the entire bend cycle. If the workpiece does spring back too much, the punch can descend slightly farther into the pad (though not so far as to deflect the pad too much). In a sense, the pads combine the complete contact of tooling when bottoming with the overbending of air bending to overcome springback.
Like forming a radius with a matched steel radius tool, forming a radius with a urethane pad in one or just a few hits requires significant force. The pad's deflection, in fact, correlates with required tonnage. As deflection increases slightly, tonnage requirements go up by a far greater amount. It's again comparable to a rubber band. To initially pull it doesn't take much force. But as it's extended farther, it takes more effort to pull, and at some point it just snaps. The same applies to urethanes.
As White explained, "You've got this 1-inch-thick pad, and you push down into this pad 1/8 inch to form your part. [Using hypothetical numbers], let's say that takes about 2 tons of force. Now you push into it ¼ inch, it takes 6 tons. And if you push down 3/8 inch, it may take 20 tons. Then you reach a point of no return where you destroy the pad."
For this reason, solid urethane pads require three to five times the tonnage as a comparable bump forming operation with air bending. But while urethane tools require more tonnage than bump forming with air bending, they require less than a matched steel tool set that forms a radius with bottoming.
Pads more than 3 in. wide can be custom-designed to ensure they deflect and flow properly around the descending punch (see Figure 4). These pads use deflector bars placed in the corner of the steel retainer. They make the centerline of the pad have the greatest deflection, while the edges of the pad have the least deflection. This forces the pad to flow from the center out, forming the workpiece around the descending punch.
Relief holes built into urethane tooling can help the tonnage situation. Most pads have air holes near the bottom to allow room for material to flow around the descending punch (see Figure 5). Certain pads have relief systems consisting of multiple holes that, in the right circumstance, can reduce load requirements by 50 percent to 70 percent, according to sources (see Figure 6).
The relief system's holes can be plugged or left open, which directs the material flow and the degree of deflection in certain areas of the pad. If an operator needs to produce a small radius, he plugs all holes but the center one, which concentrates the highest deflection closer to the bend line. As the punch descends, the high deflection in the middle forces the urethane to flow around the small-radius punch. If the operator needs a larger radius, he unplugs more holes, raising deflection through more of the pad diameter. This allows the urethane to flow around the larger-radius punch.
White added that the distance between the part radius's two tangent points (that is, arc length, generally at either end of the U where the radius stops and flat material starts) needs to be between 60 percent and 80 percent of the pad width. If the pad isn't wide enough, it will pinch and "not be able to flow up and around the punch to form the part. If you're less than that, you need to add deflector bars or other elements to create upward pressure so the urethane flows around your punch," he said. "Otherwise, you need to descend farther to force the pad up and around the punch." He added that besides bringing on some huge tonnage requirements, descending the punch farther into the pad may exceed the pad's maximum recommended deflection, so tool life will plummet.
A big benefit to using pads is their flexibility: In the right circumstance, a urethane pad can act as a universal bottom die, able to work with everything from thin aluminum to 1/8-in.-thick (or sometimes thicker) stainless steel—that is, as long as the brake has the required tonnage and the urethane pad is of sufficient diameter to handle various jobs. But large urethane pads add cost, so as always, it's best to match tooling with your needs, sources said.
"The urethane does need to be matched up to some extent with what you're doing," Michelsen explained. "If you are bending thick material, you need more urethane. If you're going to be doing larger radii, you need more urethane. If you're doing straightforward V bends, it could be something as simple as a triangular insert in an existing V die."
Where urethane tooling really shines isn't in its flexibility (though it's certainly a benefit) but the fact it handles material with kid gloves. Cosmetically critical parts, such as those made from prepainted material, can be bent without marks or marring.
Pads can also allow the bending of material such as perforated sheet and even wire mesh, metal that couldn't be bent any other way under the press brake. Perforations cause issues, according to Michelsen, because of what the perforating process does to the metal. The perforating operation stretches the material to some extent, depending on the quality of the perforating dies. The material exits the machine with a slight warp, so it subsequently goes through a roller leveler.
"This stretches the sides and the perforations somewhat, and that all results in work hardening," which makes forming difficult, Michelsen said.
In this case, a urethane pad can help. Instead of stresses being concentrated only between the holes, in the web of work-hardened metal, the pad's urethane flows into the holes, which helps spread the stresses during bending. Filling in the perforations allows the perforated sheet to bend as if it were a solid sheet. The same concept applies to materials like four-way diamond aluminum plate.
The result: A part—be it pre-polished, perforated, or otherwise cosmetically or physically sensitive—can be bent cleanly and accurately, sometimes skipping grinding and polishing. And eliminating operations is, particularly in today's economy, always a good thing.



The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}