















Sales Manager

Figure 1: All-electric press brakes take hydraulics out of the equation.
For years press brakes have undergone a gradual transition from mechanical to hydraulic and, finally, electric. Several types of all-electric press brakes have entered the market, including ball screw-driven machines as well as press brakes driven by a system of pulleys. This discussion will focus on the latter. Certain pulley-based systems have a multiplying effect on tonnages; some models offer 330 tons of bending force.
Much has been said about the speed, precision, and convenience of electric machines. Having no hydraulic oil or associated seals simplifies maintenance. Servomotors position the ram to air-bend components accurately. They offer high-speed operation, with the ram descending quickly, stopping at a predetermined bending-speed position, creeping downward to bend the workpiece, and then moving quickly upward to top dead center (TDC).
What hasn’t been touted quite as much, however, has been the way these electric brakes distribute force, as well as their safety features (see Figure 1). Within electric brakes, optoelectronic safeguards intertwine closely with the control, so much so that a light curtain or similar device has no effect on the bending cycle time. In fact, in the electric press brake arena, safety does not necessarily require a sacrifice in cycle time.
In hydraulic systems, the tonnage (downward force) comes from hydraulic actuators on either side of the machine. This means as the ram descends, contacts the metal workpiece, and encounters resistance, the press brake bed bows. This creates that well-known deflection usually dealt with by some type of crowning system.
In the pulley-driven electric press brake, however, AC servomotors drive a double-pulley system that extends across the length of the press brake ram (see Figure 2). The number of pulley-block pairs varies depending on the machine’s size and power requirements. The belts are made from 0.12-in.-thick, wire-strengthened material coated with polyurethane, the same used extensively in elevator systems.
AC servomotors on four axles drive this double-pulley system that balances fixed and flexible rolls, which adjust to distribute tonnage evenly. So instead of force coming from two hydraulic actuators on either side of the brake, the pulley-and-belt-drive system distributes force evenly across the ram length. The technology allows for on-the-fly adjustment to ensure even force distribution throughout the bending cycle.
Of course, this doesn’t stop the lower beam from deflecting completely. Theoretically, the lower beam could have an identical system of pulleys to distribute force, but this would make for a very unconventional, not to mention costly, press brake.
For this reason, certain electric brakes have within their lower beams an interior subframe. The exterior beam material itself must be stiff to minimize deflection, but its interior subframe must be sufficiently tough to absorb deflection. The subframe isn’t designed for maximum toughness but instead a happy medium, with maximum possible stiffness and enough toughness. This ensures the subframe structure is flexible enough to deflect sufficiently for the machine’s tonnage rating.
The overall goal of any bending operation is threefold: to produce parts accurately, quickly, and safely. Traditionally, machine designers have performed a balancing act between the three, sometimes sacrificing one factor to promote others. In the electric press brake arena, these three factors are a bit easier to juggle.
Consider safety requirements, long specified in the U.S. by the ANSI B11 standard. Many systems have safety enhancements for the front, on the side of, and behind the press brakes. Some have even considered a “high” and “low” speed adjustment as a control type of safety enhancement. Historically, mechanical barriers could be used in the front of the machine, particularly in production environments where safety managers could pinpoint precise safety hazard points, because operators handled the same parts time and time again. Some used restraints and pullback devices that physically prevented the operator’s arms from entering any unsafe area.
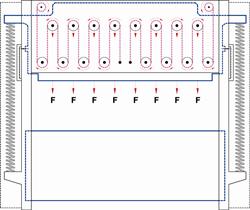
Figure 2: Pulley-driven electric press brakes use a multiplier effect to operate with bending force of 330 tons or more. AC servomotors drive a double-pulley system that extends across the length of the press brake ram.
Light curtains introduced many advantages, including flexibility, and laser guarding as well as camera-based systems have continued the trend. Laser- and camera-based systems travel with the ram and work at the bottom of the tooling.
Optoelectronic safety devices—often combined with traditional mechanical safeguards to the side and behind the work envelope—have proved to be incredibly effective. Still, throughout the years these devices have required a slight productivity sacrifice. Drive systems on most press brakes are either hydraulic or hydro mechanical. Optoelectronic safety systems tell the machine to stop when a beam or vision path is broken, and the ram will return to top dead center. In these instances, an electronic system must be interfaced with a hydraulic or hydromechanical system.
Certain all-electric press brakes operate differently. The safeguards have no need to interface with mechanical or hydraulically driven components. Optical safety system controls can be integrated directly into a press brake’s touchscreen control. In this instance, a safety device such as a light curtain essentially can double as a kind of “productivity manager,” because the safeguard can “see” obstructions inside the work envelope and constantly relay this information back to the CNC (see Figure 3).
Consider an electric press brake setup with a light curtain, controlled via the press brake’s touchscreen interface. The operator calls up a program and starts the bending cycle. He makes the first series of bends, and then removes the workpiece. From here, the light curtain senses that the workspace is free of obstructions and so signals the CNC to instruct the ram and backgauge to position themselves for the next step in the bend sequence, per the bend program.
This ram and backgauge movement between bend cycles occurs without an operator stepping on the foot pedal. The machine automatically moves to the position for the next step while the operator concentrates on handling the sheet. Such constant communication between the light curtain and controller is what allows a completely guarded press brake to bend faster. (Note that such systems must be designed with appropriate control redundancies to ensure safe operation under the worst of circumstances, including power outages and similar unforeseen events.)
With a properly designed system, an operator can press the foot pedal to cycle the machine, use the light curtain to position the ram automatically, and then step on the foot pedal again to complete the bend cycle. Or, the operator actually can cycle the machine between bends using the light curtain. In this case, he steps once on the foot pedal to signify a cycle-start. Then the operator engages the light barrier when he positions the part, thus preventing the machine from cycling. Once his hands are away from the bending area, the machine will automatically cycle. This process may be repeated for all subsequent bends.
These aren’t the only ways the machines may be operated, of course, and a foot pedal certainly may be used during various points in the operation. The machine may be programmed for different operational modes, part bending requirements, and operator preferences.
Press brakes remain a common bottleneck in metal fabrication. It takes far longer to form a part than it does to cut it, and qualified, experienced press brake operators are becoming a rare find. The “art” of operating a traditional press brake—from shimming tools, programming bend sequences, and then performing the test bends—can take hours, even for experienced personnel. These days, offline programming and real-time adjustments on the brake allow for minutes-long, not hours-long, setups.
Electric press brakes represent the latest evolution of the bending machine tool. Indeed, many machines simply cannot operate unless proper safeguards are in place and fully functional. The technology has made the bending process not only faster and more accurate, but safer as well.

Figure 3: This press brake has hard safety barriers on either side as well as behind the work envelope, along with a light curtain in the front. The system’s light curtain acts both as a safety device and a kind of “productivity manager,” moving the ram and backgauge as necessary between bends, while stopping the operation if an operator’s hand gets too close to the tooling.


The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...





