















Design Engineer and Press Brake Specialist
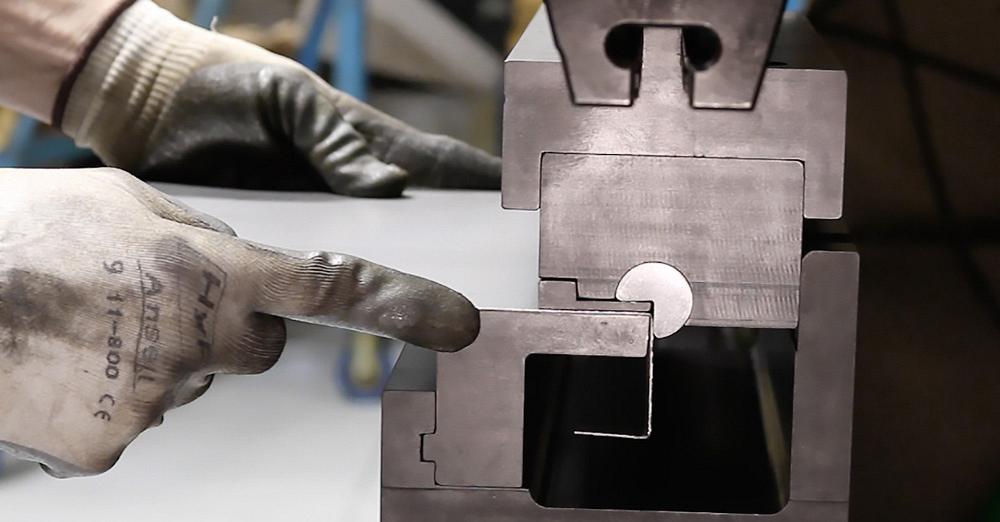
Figura 1
Una cavidad grande en el dado permite al operador hacer varios
dobleces de pestaña. La hoja permanece en la posición horizontal.
Es una escena común: un operador desliza una hoja contra el tope trasero de la prensa dobladora, pisa el pedal para iniciar el ciclo de doblez, y empuja la hoja grande hacia arriba para doblar una pestaña con borde. Es posible que la espalda y los hombros del operador queden muy doloridos después de todo un turno haciendo eso. Después de tantos dobleces, es posible que además no sostenga la hoja firmemente mientras es golpeada durante el ciclo de doblez. Esto puede causar que la hoja se distorsione ligeramente y, llevando el ángulo y el radio de doblez a valores fuera de tolerancia.
En estos casos, el doblado horizontal—es decir, donde la hoja permanece horizontal durante el ciclo de doblado—puede ayudar. Hay muchos tipos especiales de herramientas, pero en general, la prensa dobladora tiene dos categorías de herramientas para doblado horizontal: herramientas deslizantes y herramientas estilo rotatorio (vea las Figuras 1 y 2).
El tamaño de la herramienta determina las profundidades posibles de la pestaña; en algunos casos se pueden hacer pestañas de hasta 5 pulgadas (12.7 cm), pero para pestañas más profundas se requieren herramientas de doblado horizontal más grandes (y más caras). Aun así, para la aplicación correcta, el uso de dichas herramientas de prensa dobladora puede eliminar la necesidad de empujar la hoja hacia arriba durante cada ciclo de doblez. Eso es algo que los operadores pueden apreciar.
Las herramientas deslizantes constan de un punzón de formado que se mueve junto a un dado estacionario. El punzón esencialmente “desliza hacia abajo” la hoja contra el dado, el cual determina el radio de doblez interior y el ángulo de doblez (vea la Figura 3). El espacio entre el dado y el punzón adyacentes es igual al espesor del material. La profundidad máxima de la pestaña es determinada por el tamaño de la cavidad de la he-rramienta, mientras que la profundidad mínima de la herramienta generalmente debe ser al menos tres veces el espesor del material, dependiendo del material.
El deslizamiento esencialmente es una operación de embutido, y cada juego de dados se hace para un tipo de material, espesor, ángulo de doblez y radio específicos. Los ángulos de doblez us-ualmente son de 90 grados, pero pueden hacerse algunas herramientas deslizantes a la medida para aceptar otros ángulos.
Durante el ciclo de doblez, la herramienta desliza el material hacia abajo alrededor del dado. En el doblado a fondo con herramientas convencionales, el radio de la punta del punzón crea el radio de doblez interior. En el deslizamiento, el radio de doblez interior concuerda con el radio maquinado en el dado deslizante.
Debido a que la herramienta está diseñada para un espesor de material específico, ligeras variaciones en el espesor del material pueden causar problemas de calidad. La separación entre el punzón de formado y el dado estacionario es crítica. Si el material es un poco más grueso que el espesor para el cual fue di-señada esa separación, la acción de des-lizamiento tiende a marcar o excoriar el material. Si el material es más delgado que la separación, usted acabará con un ángulo menor al esperado. En el doblado tradicional con aire, usted simplemente bajaría el punzón un poco más para lograr el ángulo que necesita. Sin embargo, en una situación de deslizamiento, usted se queda con el ángulo que tiene.
El control de la recuperación elástica también puede ser difícil. El deslizamiento difiere del embutido convencional en un dado en V. En el embutido, el radio del punzón desciende y el metal envuelve la punta del punzón; mientras la punta del punzón sigue aplicando fuerza en el fondo de la V, el metal es forzado contra el ángulo del dado en V.
En una operación de deslizamiento, el punzón deslizante envuelve la chapa metálica alrededor del dado. Sin embargo, una vez que termina el ciclo y se libera la presión, el ángulo de doblez puede relajarse ligeramente, especialmente en algunos materiales que tienen una recuperación elástica excesiva.
Se pueden hacer modificaciones al punzón deslizante y al dado para que acuñen el material. El punzón deslizante puede hacerse de forma que en realidad presione ligeramente sobre el espesor del material en ciertos puntos, mitigando el efecto de la recuperación elástica—aunque dicho acuñado puede estropear el material y causar algunos problemas con su integridad. Nuevamente, todo esto está diseñado para un espesor específico del material. Si el espesor del material cambia, también pueden cambiar los efectos y otros factores de formado, y el herramental no puede ayudarle a compensarlo.

Figura 2
Este arreglo de herramientas
estilo rotatorio permite al operador
doblar una pestaña hacia arriba,
mientras que mantiene el panel en el
plano horizontal.
Debido a que están haciendo una operación de embutido, las herramientas deslizantes requieren un tonelaje significativo. Por esa razón, rara vez vemos aplicaciones de deslizamiento en acero suave más grueso que 0.125 pulgadas. Los cálculos de tonelaje de formado, en toneladas por pie, con frecuencia involucran multiplicadores entre 250 y 300 veces el espesor del material. Como siempre, verifique con sus proveedores de herramental y equipo para asegurar que su aplicación de deslizamiento esté dentro de límites seguros de tonelaje.
A pesar de estas desventajas, las he-rramientas de deslizamiento tienen be-neficios significativos para la aplicación correcta, especialmente si una ligera variación angular o marcado de la hoja no son un problema. Estas herramientas económicas son simples, fáciles de mantener, y en ciertas situaciones pueden aumentar significativamente la productividad.
Diseñada con una cavidad suficien-temente grande, la herramienta puede manejar pestañas con borde con varios dobleces sucesivos. Los dados deslizantes además pueden orientarse para formado ascendente o descendente. En una configuración por etapas, un operador puede formar una pestaña positiva en un juego de herramientas, luego moverse para formar una pestaña negativa en el siguiente juego de herramientas—sin tener que voltear la hoja.
Como las herramientas deslizantes, las herramientas estilo rotatorio se especializan en formar pestañas con borde, pero de una manera mucho más controlada. Una leva en forma de Pac-Man puede rotar en un asiento y envolver el material alrededor de un dado denominado yunque. La pestaña necesita tener al menos el ancho de la abertura en V en la leva rotatoria (“boca” del Pac-Man) y la profundidad máxima de la pestaña de nuevo es determinada por el espacio disponible en la cavidad de la herramienta. Y como en una herramienta deslizante, una cavidad grande en una herramienta rotatoria puede aceptar una pestaña con borde con varios dobleces (vea la Figura 1).
El formado rotatorio usualmente es adecuado para materiales de hasta alrededor de 0.250 pulgadas, aunque en ese tamaño se necesita una leva más grande (que tenga una abertura en V más grande) para manejar las fuerzas de formado más altas. La herramienta pue-de manejar metal más grueso porque esencialmente realiza una operación modificada de formado por aire, lo que significa que el tonelaje de formado requerido usualmente es menos de la mitad que el requerido por el formado por deslizamiento.
Sin embargo, el doblado rotatorio no es un formado real con aire, donde sólo se tienen tres puntos de contacto entre el punzón y el dado, y el radio se forma en proporción a la abertura del dado (y no al radio de la punta del punzón). En el doblado rotatorio, el radio de doblez interior no se forma en proporción al ancho de la boca del Pac-Man (abertura en V) en la leva rotatoria. Más bien, la leva envuelve la hoja en el yunque, el cual determina el radio interior de doblez. El yunque está empotrado, por lo que usted puede doblar unos cuantos grados de más para considerar la recuperación elástica.
Usted puede doblar también varios ángulos ajustando la carrera de la cortina. El Intervalo de ángulos incluidos no es tan amplio como en el doblado convencional por aire, pero es significativo. Una herramienta rotatoria típicamente puede doblar ángulos incluidos entre 75 y 135 grados. Algunas herramientas pueden formar ángulos abiertos de hasta 145 grados.
Este método de doblado le da la comodidad y la eficiencia de doblar una pieza horizontalmente, con la mayor parte de la pieza de trabajo en posición horizontal durante el ciclo de doblez, y con el control y la precisión del formado convencional por aire. Si una hoja de un nuevo lote se dobla ligeramente de menos, puede ajustar la posición de la cortina y agregar unos cuantos grados de doblez de más.
Dicha precisión se vuelve especialmente valiosa al formar varios dobleces de pestaña. Al formar éstos en una prensa dobladora, usted no tiene más opción que hacer el doblez previo fuera de tole-rancia. Si ese ángulo de doblez se sale un poco de tolerancia—como puede pasar con una herramienta deslizante, según se describió anteriormente—las tole-rancias se acumulan en varios dobleces, a veces lo suficiente para producir una parte mala.
Algunas aplicaciones especializadas usan sistemas dobles de doblado rotatorio que pueden ayudar a hacer dos ángulos a la vez, con frecuencia para formar canales profundos en chapa metálica. Y como sus primos de doblado rotatorio sencillo, estas herramientas rotatorias dobles se diseñan para compensar la recuperación elástica y la variación del ángulo causada por las inconsistencias del material.
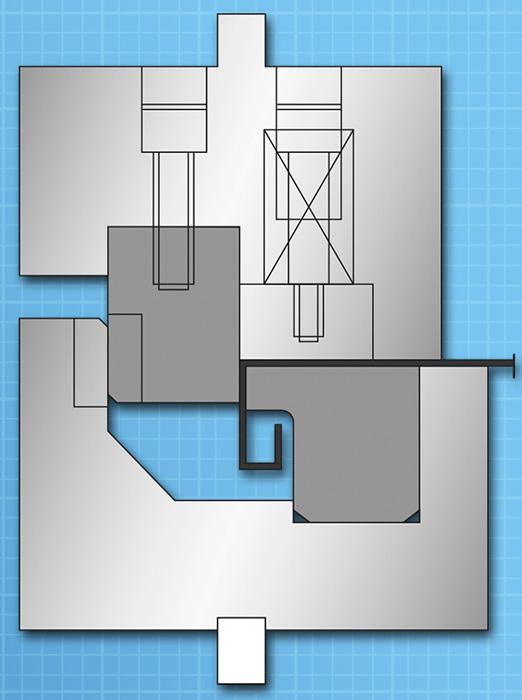
Figura 3
En una operación de deslizamiento,
el punzón (a la izquierda)
“desliza” la hoja contra el dado (a la
derecha), el cual determina el radio de
doblez interior y el ángulo de doblez.
El doblado rotatorio requiere cierto mantenimiento de las herramientas, especialmente en una operación de alta producción. El asiento que soporta la leva necesita engrasarse regularmente. En algunas situaciones de alta producción, pueden insertarse en el dado graseras, para poder poner rápidamente un poco de grasa en la conexión de la leva sin tiempo improductivo entre trabajos.
Cuando sea posible, trate de poner el punzón de la leva rotatoria arriba y el yunque abajo, creando un doblez hacia abajo. Esto ayuda a minimizar el desperdicio. Cuando pone el componente rotatorio abajo, la hoja se mueve ligeramente hacia abajo durante el ciclo de doblez, lo que requiere que el operador se mueva con la hoja. Conforme gira la leva, los desperdicios de las piezas de trabajo tienden a caer en los componentes rotatorios, por lo que pueden requerir inspección y limpieza más frecuentes.
Aun así, a veces tiene sentido usar herramientas rotatorias en la orientación de formado tanto ascendente como descendente. Como con la configuración de las herramientas deslizantes, usted puede doblar una pestaña positiva y luego moverse a la siguiente herramienta para la pestaña negativa, sin voltear la hoja (vea la Figura 4). Sin importar cómo esté orientada la herramienta, tanto el punzón rotatorio como el dado yunque deben limpiarse regularmente para asegurar que estén libres de desperdicios.
Cuando se trata de ajustar la pieza de trabajo en el doblado horizontal, usted generalmente tiene tres opciones. Pri-mera: puede usar una herramienta con un tope sólido en la cavidad de la he-rramienta en sí, diseñado para funcionar con partes y profundidades de pestaña específicas. Esto funciona bien cuando las herramientas están diseñadas para partes específicas, o cuando tiene doble-ces de especialidad que serían difíciles de manejar para los dedos del tope trasero de la prensa.
Por ejemplo, digamos que se tiene una hoja grande con un corte en el centro, en donde se necesita doblar una pestaña interior. En este caso, puede ser más fácil simplemente calibrar el borde de la pestaña contra el tope en la cavidad de la herramienta en sí, en lugar de usar el tope trasero de la prensa. Por supuesto, la desventaja es que el tope de calibración en la herramienta permanece en una posición, por lo que éste normalmente se usa sólo para una profundidad de pestaña.
Como segunda opción, pueden maquinarse ventanas en las propias he-rramientas, para que los dedos del tope trasero de la prensa puedan entrar en la cavidad de la herramienta y servir de ca-libración para las pestañas. Debido a que el tope trasero ajustable de la máquina tiene acceso al borde de la parte, usted puede usar la herramienta rotatoria para doblar varias profundidades de pestaña.
Algunas prensas dobladoras tienen dedos de tope trasero que son demasiado grandes para caber dentro de la cavidad de la herramienta, por lo que en estos casos, las herramientas de doblado horizontal pueden venir con calibración cargada por resorte, la cual se extiende detrás de la herramienta. Los dedos de tope de la prensa presionan el mecanismo de resorte, el cual a su vez mueve un tope más pequeño dentro de la cavidad de la herramienta. Esto de nuevo le da la capacidad de formar varias profundidades de pestaña con una herramienta.
De nuevo, dichas herramientas usualmente están limitadas a pestañas con borde, de varias pulgadas de ancho, pero da la casualidad de que mucho trabajo de pestañas con borde, especialmente en paneles grandes, implica mucho levantamiento. Si se usa herramental convencional, el extremo de un panel largo puede hacer un arco largo conforme el panel se levanta durante el ciclo de doblado.
Levantar paneles grandes, incluso aquéllos de material de calibre delgado, con frecuencia puede requerir dos o más operadores. Las hojas pueden torcerse y causar problemas de calidad. Lo más importante, los operadores de prensa dobladora pueden acabar fatigados después de un día de estar cargando hojas grandes.
Las herramientas de doblado horizontal pueden darles cierto alivio. Durante el ciclo de doblado, ahora los ope-radores sólo necesitan mantener dichas hojas estables en el plano horizontal. Esto puede hacer que sus mejores operadores sean más eficientes, estén menos cansados, más saludables y más felices. Eso es un buen indicador de una planta productiva.
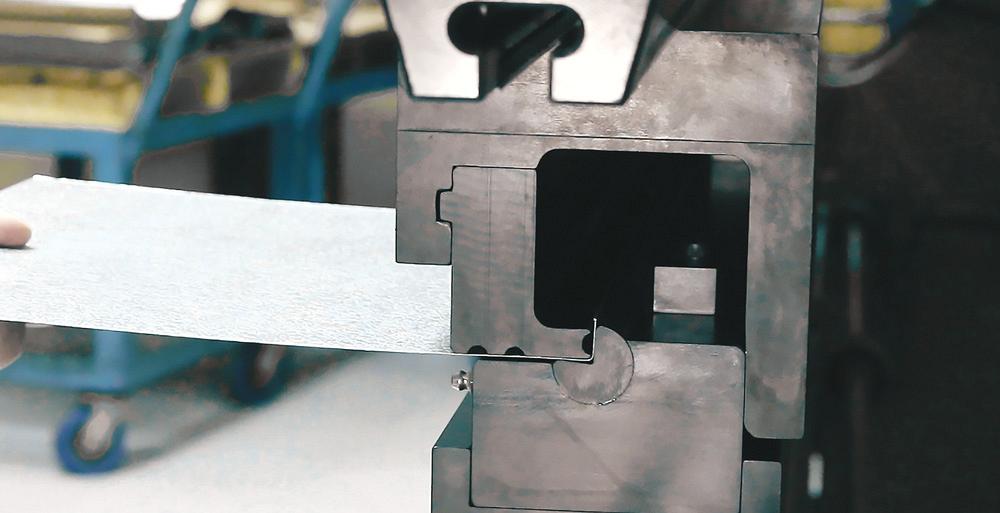
Figura 4
Las herramientas estilo rotatorio pueden orientarse para formado
ascendente, como se muestra aquí, y para formado descendente, como se muestra
en la Figura 1. En un arreglo de doblado por etapas, se puede crear una serie de
dobleces positivos y negativos sin voltear la hoja.


FMA Communications ha introducido al mercado la edición en Español de la revista The Fabricator. Esta versión consiste del mismo tipo de artículos técnicos y sección de lanzamientos de nuevos productos que actualmente presentan el personal de primera categoría de Fabricator en Inglés.
start your free subscriptionIn this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...





