















President

Figure 1
Most of these parts can be formed using either a press brake or plate rolling machine.
Both press brakes and plate rolls can be used to form sheet metal. Each machine has its advantages and disadvantages. The choice of which machine is best depends on the application.
Many people think that the shape of the part determines which machine is best, but that’s not the case at all. All of the parts shown in Figure 1, with the exception of the spring coil, can be formed from sheet metal with either a press brake or a plate roll. Rectangular shapes (see Figure 2) can be formed on CNC plate rolls, and cylinders (see Figure 3) can be formed on press brakes with special tooling and vice versa.
Press brakes are more versatile machines, although they may require special tooling to form some types of parts. Plate rolls are faster and better-suited to high‐volume production. Although NCs/CNCs have greatly simplified rolling and forming of parts on a plate rolling machine, operators still need experience and access to the shop’s tribal knowledge to run the equipment efficiently. With today’s technology, such as CNC backgauges, CNC crowning, and specialized tooling, even a novice machine operator will be able to form accurate parts with a press brake.
Of course, physics—the material’s yield and tensile strength, the minimum and maximum diameter of the finished parts, and the overall length of the parts—also determines whether using a press brake or a plate rolling machine makes sense. These variables affect how much force is required to bend the sheet metal into the desired shape; they also influence the size of the machine needed to form the metal.
How evenly pressure is applied during the forming process affects the quality of the finished part. Both press brakes and plate rolls can be equipped with crowning systems that can compensate for variations in material thickness or machine pressure that can cause variations along the length of the finished part. It is more difficult to adjust for crowning on a plate roll because the forces are coming from multiple directions, both the top and sides, but technology advancements now make it possible.
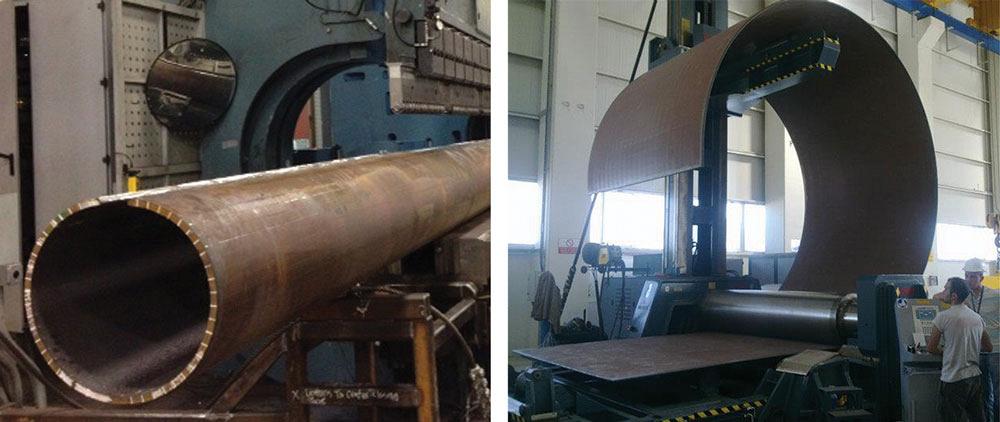
Plate rolls are designed to perform one function: They transform flat sheet metal into cylindrical or radius parts. Plate rolls have the advantage of being able to form a complete cylinder (360 degrees) within the radius specifications of a particular machine.
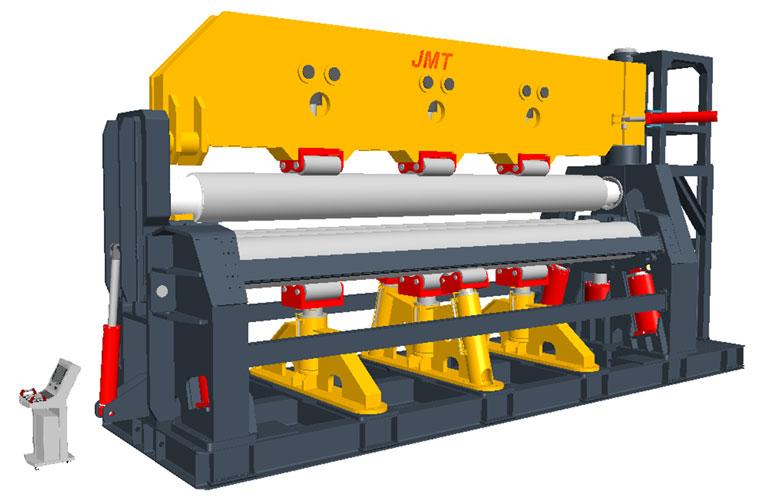
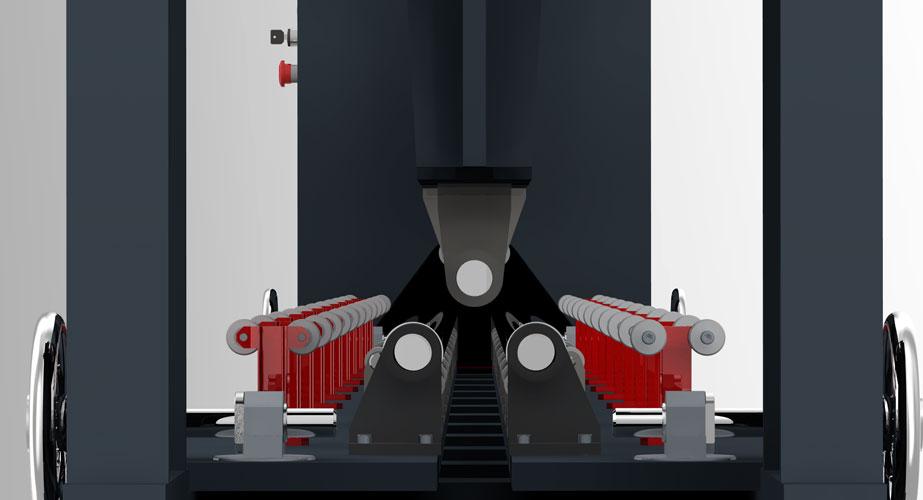
Plate rolls are especially efficient at producing large-diameter cylinders. The machine can be equipped with side and top supports (see Figure 4) to prevent the material from collapsing during the rolling process.
Plate rolls can accommodate certain cone geometries when the rolls are tilted so they are not parallel. Alternatively, the plate roll can be fitted with conical-shaped rollers (see Figure 5) to accomplish the same task.
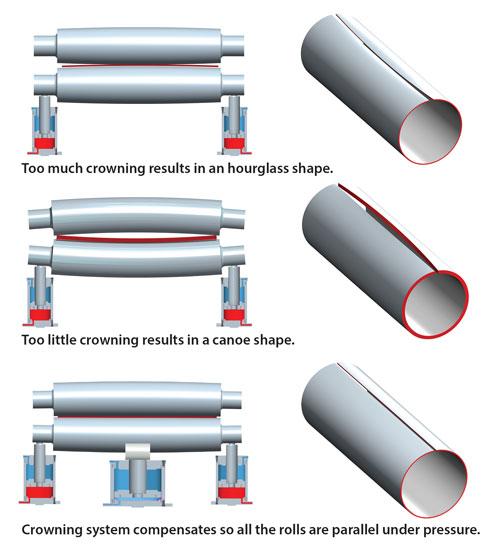
Today plate rolls can be equipped with dynamic crowning systems that can manually or automatically adjust the tension on the rolls (see Figure 6). If crown set is not removed from rolls, it is transferred to the part and affects quality (see Figure 7). Too little tension results in a canoe-shaped part; with too much tension an hourglass shape is produced.
Even with these advancements, plate rolls still have limitations. They cannot form cylinders with very thick walls and very small diameters. The part diameter does not allow for the use of a top roll that is large enough to handle the pressures required. There would be more deflection along the length of the top roll than could be compensated for. In these instances, a press brake is the best choice for the job.

Figure 2
A rectangular box can be formed on a plate rolling machine with the help of a CNC. These advanced controls have expanded the range of parts that can be formed on plate rolls.
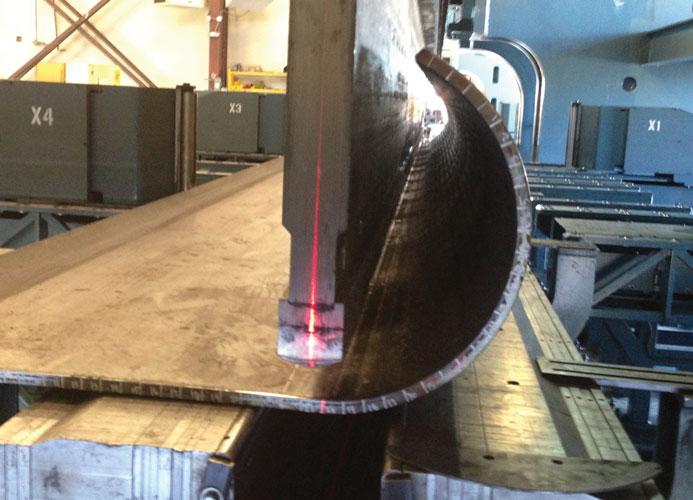
With the appropriate tooling, press brakes can form simple cylinders or complex shapes. Cylinders are formed by “bumping” the plate (see Figure 8). A radius punch on the ram presses the material into a matching concave V die to create the desired radius and arc length. After each stroke, the material is incrementally advanced and pressed until the curve is complete.
The primary advantage of a press brake is its versatility. In addition to forming cylinders, it also can form sharp, 90-degree bends and all sorts of other angles that are considered normal press brake work.
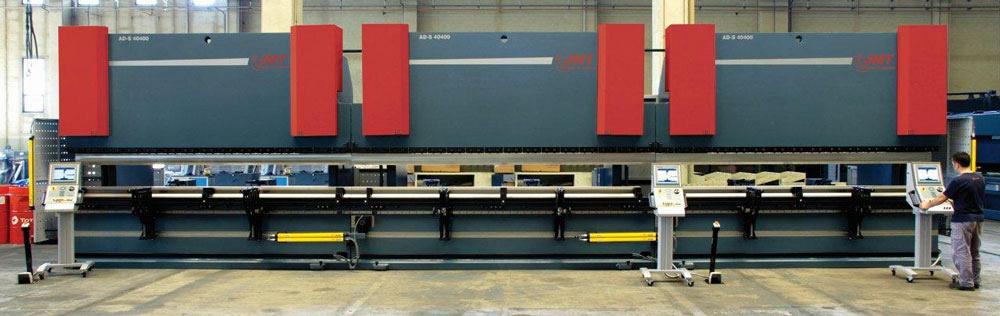
Press brakes can be grouped into tandem, triple (see Figure 9), or quad configurations to accommodate longer parts—up to 160 feet. Depending on the radius, however, it may not be possible to form a complete 360-degree cylinder with a press brake because of frame and tooling obstructions. In the cases of a very large radii, parts would need to be formed in sections and welded together.
Not all long parts are cylinders, however. Many applications call for long parts that are half- or quarter-cylinders, such as arches, arcs, ship bottoms, and plough blades. Press brakes with deep throats are well-suited for these types of applications.
Press brakes can form cylinders from very thick or very thin materials—the types of jobs that are unsuitable for plate rolls. Generally speaking, these cylinders have small enough diameters that they can be formed entirely on the press brake with the use of special tooling. In these instances, the press brake bump-forms the cylinder until it’s almost closed. The cylinder then is removed from the brake and repositioned on its side. The press brake then applies tonnage down onto the cylinder from the outside to close the gap in preparation for welding.
Cones also can be formed with a press brake using precut blanks or special tooling.
New hybrid machine designs are combining the strength and stability of the press brake ram with the rolling capabilities of the plate roll. This plate roll with a top support (see Figure 10) is one example of a new hybrid design. The top beam has rigidity like a press brake ram, counteracting the upward forces pressing on the top roll. The top beam swings away when the cylinder is almost complete so there is no interference when rolling small-diameter parts. With this hybrid machine, a fabricator can form parts that are longer and have thicker walls and tighter diameters than a traditional plate roll could handle.
As an example, the hybrid design shown in Figure 11 is used in aircraft construction. It combines a press brake with small bottom and side rolls (see Figure 12).
If all a fabricator wants to produce is cylinders—and a lot of them—then a plate roll is an ideal choice. It is a good machine for a tank or vessel production shop or a rolling house that is doing 20 to 30 large-diameter cylinders per day.
If a job shop has a more diversified work load, then it needs flexibility to do different types of jobs. In that scenario, a press brake is the way to go.
The development of hybrid machines opens up even more production possibilities.


The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}