















Editor-in-Chief
 |
| A four-roll bender carries a higher price tag than most three-roll benders, but it might be the easiest to operate because the material fed into the machine is clamped during the squaring process and held during the entire rolling operation. Photo courtesy of Bertsch. |
Tom Mooney, the shop foreman at Universal Pipe and Steel Supply Inc., Fort Myers, Fla., attempts to describe the different sizes of pipe the company makes and winds up describing the 168-inch-ID pipe the shop fabricated in early February. Big bends, after all, are a lot easier to visualize for laypeople.
"We make pipes so big that some of them are made in halves," he said.
Pipes are definitely big business for Universal Pipe. Lou Lehman, the company's president, estimates the shop's 20 employees move about 9,000 tons of steel out the door every year for primarily bridge and road work projects.
Pipes in the 168-in.-ID range, however, weren't possible until about six years ago. At that time the shop used a roll bender capable of bending 3/4-in. plate, but the requests for pipe constructed of even thicker steel kept coming. If Universal Pipe wanted to grow the shop, it needed a roll bender capable of bigger bends.
Universal Pipe purchased its first roll bender from Bertsch, Hutchinson, Kan., and liked the product enough to contact the manufacturer about a new one. This time the company wanted a bender with 7/8 capacity, meaning it could roll plate 7/8 in. thick and up to 10 feet wide.
Mooney said he was up for running the new roll bender. He had cut his teeth on the first Bertsch roller, and he was ready to put his experience to the test with the new equipment.
"I've been doing this for 13 years, roughly. We bought the first new machine, and I hooked it up and everything," Mooney said. "They asked, "Do you think you can run it?' I said, "I think I can learn.' That's how we got started."
The four-roll bender made the most sense for Universal Pipe, according to Mooney. He was experienced with that style of roll bender, and he viewed the four-roll machine as more forgiving.
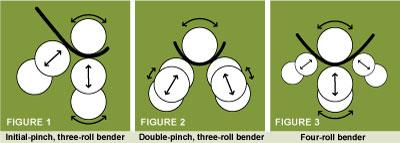 |
| Figure 1 |
According to Bertsch officials, a four-roll bender is much simpler to operate than a three-roll machine, also known as an initial- or double-pinch machine.
In a three-roll, initial-pinch machine, once the material is squared, fed, and pinched by the first rollers (see Figure 1), it remains square through the entire rolling process, including the prebends of the front end and trailing end of the plate. In a three-roll, double-pinch machine, it is difficult to square the plate without have one initial set of rollers to press against (see Figure 2). Also, the plate will have to be resquared after rotating the material through to the other end for the second prebend. The double-pinch machine requires a seasoned operator because a single, definite pinch point does not exist to keep the plate from shifting during the rolling process.
In the four-roll machine, the material is clamped during the squaring process and held during the entire rolling operation (see Figure 3). Because the pinch is never released, an operator can prebend and roll the entire cylinder in a single pass.
Mooney also said the four-roll machine helps him to keep ahead of the four employees whose job it is to cut the metal and feed the roll bender.
"It's time-saving. You don't have to pull the plate in and out. You don't have to use templates or anything like that," he said.
As stated, the material never has to leave the four-roll machine during the bending process. In an initial-pinch, three-roll machine, if an operator wants to prebend the trailing edge of the plate, he has to remove the plate, rotate it 180 degrees, and feed it back into the machine.
In a double-pinch, three-roll machine, the operator can prebend the material on both sides of the machine without removing the plate, but it takes up a significant amount of room, particularly with larger-diameter cylinders. During the prebending process, the entire length of material hangs out one side as the first prebend is made, and then the material is fed all the way through the machine to make the prebend on the other end. In a four-roll machine, the part is rolled up and over after the first prebend—which doesn't take up as much room on the shop floor.
Although Universal Pipe is working with only one roll bender, Mooney is staying ahead of the company's welders. Four crews of two men each work each day's shift applying the finishing weld to rolled pipe or joining two halves to make the giant pipes that are often used as caissons in public infrastructure projects.
Using gas metal arc welding, the welders apply a hot filler pass on the pipe's exterior and complete the job by welding along the same joint from the pipe's interior. A submerged arc welding (SAW) machine completes the joint with one final finish pass. The SAW machines ensure that 100 percent penetration takes place and that the joint is complete.
"We've got it pretty much down to a science," Mooney said.
That goes for the roll bending as well.
"Sometimes I can do [the bend] in a couple of passes," he said. "Most of the time I try to make it in three or four passes because the more you get it through the machine, the more uniform the plate is. If you do it on the first pass, almost every time it's not going to be perfectly round. You have to make it in a couple of passes.
"I get it close about every time on the first pass, but I work it a little bit slower on the second, third, or fourth pass to make sure I get the pipe nice and round so the fitters don't have to fight with it too much."
Sizing information, such as the length of cut plate needed to form a certain diameter of pipe, and machine information are on reference, but specific machine knowledge is not. That rests with Tom Mooney.
"With most of these machines, unless you get a CNC machine or [you are] all set up for that, you have to get a feel for it," Mooney said. "When you put a piece of steel in there and you start your first pass, you can go through and tell if you are going to be pretty close or not. So it's all by eye.
"Sometimes you mess up, but with a four-roll machine, you can correct some mistakes if you know what you're doing. And that takes practice."
CNC can be applied to most roll benders, no matter what the configuration. The control allows the operator, in most instances, to choose the end shape; input data such as plate thickness, plate width, yield strength, and desired diameter; and watch the plate turn into a cylinder. The CNC handles the positioning of the rolls and rotation requirements.
Of course, for experienced operators, CNC roll benders have a manual mode that can be engaged.
For the most part, roll bending at Universal Pipe is a one-man job. Mooney said he's gotten to the point where he can run the machine with one hand and operate the overhead crane with the other as he sets up for the next bending job.
Occasionally a large job requires assistance. For plate that is more than 300 in. long, Mooney requires a lift truck to support the plate, which sticks out the end of the shop, as the material is fed into the roll bender. The resulting pipe is larger than 100 in. ID.
Because material is fed into a four-roll machine parallel to the floor, the equipment can be fitted with feed tables or side supports rather easily. In addition, this type of machine can be fed from either side.
An initial-pinch, three-roll machine also can be fitted easily with feed tables or side supports, but the same cannot be said for double-pinch, three-roll machines because the material is fed into the machine at an angle.
Working with the machine intimately over the last six years, Mooney treats it with great care. He calibrates the machine and performs all the regular maintenance on it, such as oil changes, grease additions, and hydraulic work.
"Anything that needs to be done, I can take care of," he said. "Once you can do that, you understand the machine better. And once you understand it better, you have a better thought process about how it functions."
That's good news as Universal Pipe bends thicker steel and fabricates bigger pipe while at the same time looking to turn around deliveries as quickly as possible. This is one instance where one man and one machine do not equal a bottleneck.
Executive Editor Dan Davis can be reached at dand@thefabricator.com.



The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...





