















Senior Editor
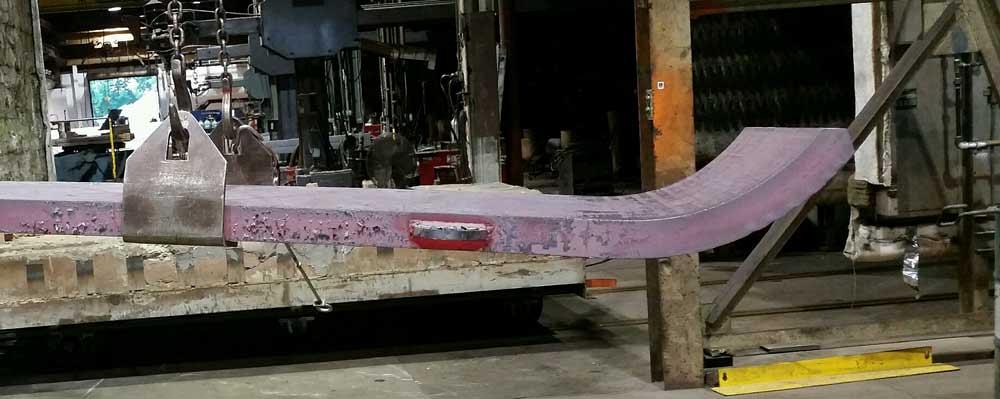
A 4-in.-thick prebent plate is fresh out of the electric furnace at Halvorsen. The plate will be rolled to a 43.375-in. inside diameter. The chains, dedicated to holding and forming hot plate, are inspected periodically, and the company follows a routine replacement schedule. Photo courtesy of Halvorsen Co.
Ken Moscrip recalled a rolling job like no other. As president of Paramount Roll & Forming in Santa Fe Springs, Calif., Moscrip is no stranger to handling exotic material, and the 1.5-inch-thick titanium plate for one order certainly fit this category. Operators managing the job donned heat shields and other needed personal protective equipment.
How hot was this titanium plate?
“I actually can’t answer that,” Moscrip said. “It’s proprietary.”
OK, so what radius is this titanium plate being rolled to? Moscrip again shook his head. “I can’t answer that either.”
Hot plate rolling isn’t ubiquitous. In many circumstances it’s considered a forming method of last resort. This is not to imply that hot plate rolling is bad; it simply introduces additional variables and costs to consider.
“There are only two reasons you’d consider hot plate rolling,” Moscrip said. “The job exceeds the cold-rolling capacity of your machine, or there’s just no other way to form the material.”
“High-carbon steels have a really good chance of breaking on you [during forming], and hot plate rolling is a way to get around that,” said Justin Frick, president of Halvorsen Co., a heavy fabricator and plate roller based in Cleveland.
Hot rolling becomes a process of choice if rolling the material cold would result in cracking. In fact, reasons to hot form on a plate roll mirror the reasons for hot bending on a press brake.
Halvorsen, for instance, air bends hot on the press brake when tight radii are required. “For instance, if I’ve got 1-in. plate, I can put a ¾-in. radius in it,” Frick said.
How much beyond the machine’s rolling capacity—thickness, cylinder diameter, cylinder width—can hot rolling go? “How tight you can roll depends on the machine, its top roll diameter, the material grade, tensile strength, and thickness,” Frick said. “It also depends on the length of your machine. So when it comes to what’s possible in hot rolling, two roll shops may have completely different parameters.”
That said, hot plate rolling isn’t limited to cylinders. “We’ve done segments and cones,” said Jim Musil, Halvorsen’s chief engineer. He added that the company rolls plate segments and cones hot for the same reason it rolls cylinders hot: to roll thicker plate and/or tighter diameters or to form material that, because of its brittleness or other characteristics, couldn’t be rolled otherwise.

A 4-in.-thick plate is hot rolled to a 43.375-in. inside diameter. The plate furnace is in the background. Photo courtesy of Halvorsen Co.
Sometimes a company may decide to hot roll because of lead-time factors. For instance, a material may require heat treating before being formed cold in a plate roll, but the mill or other material supplier may have a backlog. So in some cases, a roll shop receives as-rolled plate (without heat treating) and, via hot rolling, performs the necessary heat treatment. After the plate emerges from heating in the oven (to a specified temperature) and is subsequently hot rolled, the material has met the required metallurgical properties.
The requirement periodically occurs at Uni-Form Components, a large industrial fabricator in Houston that not only hot rolls extremely heavy plate but also, using specialized presses, hot forms heads for vessels and other industrial equipment. Recently the company shared a hot plate rolling photo on LinkedIn that showed a heated plate being rolled. The material could also have been cold rolled if the mill had been requested to perform the necessary heat treating.
“It was about the additional time it would have taken for the mill to do the normalization and heat-treat cycle,” said Jayson Link, Uni-Form Components’ business development manager. “It was about lead time.”
If mill lead times for heat-treated material jump from 6 to 8 weeks to, say, 12 to 14 weeks, hot rolling as-rolled material may make sense. “If you’ve already quoted a project, how do you pick up those weeks? By hot rolling, we can help a customer get there.”
Hot plate rolling typically requires the use of ovens. They’re usually at the plate rolling plant, though some operations contract with outside providers that bring in a portable oven and heat a plate for a particular job. Most plate steels are heated well above 1,000 degrees F, but as sources explained, the temperature depends on the material grade and application.
“For instance, if you’re working with tempered material, you certainly can’t heat it up to the quench temperature,” Musil said. “Otherwise, you end up softening the plate. So there are a lot of factors to consider when determining how hot you can get that plate.”
“Ideally, we tend not to exceed 1,600 degrees F as a general rule,” Frick said, adding that many times the company heats to even lower temperatures.
Uniform heating is critical, and heating the plate only where rolling will take place often isn’t an option. The same holds true when forming hot on the press brake.
For instance, when rolling a grade like 4140 plate, “we need to make sure the plate is heated evenly through the thickness,” Frick said. “If localized heating were used, it would be too hard to control and possibly create hard spots in the material, possibly creating cracking and fracturing.”
Once heated, the plate is transported with care. Musil added that this includes specific chains and other pieces of material handling equipment. “We have dedicated pieces of workholding equipment that we use only for holding and forming hot plates. Those chains are inspected periodically, and we have a routine replacement schedule.”

A 6.5-in.-thick hot-rolled plate is rolled up and ready to be welded. Photo courtesy of Uni-Form Components Inc.
Some operations dedicate certain roll machines for the hot rolling process. These rolls have bearings and components designed, placed, and/or protected in such a way so they can withstand the intense heat from the workpiece. Ultimately, roll shops consult with their plate rolling machine vendors about which machines are capable of hot rolling and which aren’t.
At Halvorsen, operators perform hot rolling on the shop’s mechanical rolls but not on the company’s hydraulic machine. “It isn’t designed with heat shields, and it has rubber hydraulic lines that aren’t far away from the action of the roll,” Musil said.
This isn’t to say hydraulic plate rolls can’t perform hot rolling; many certainly have the capability. Modern rolls, including variable-geometry plate rolls, are customized to meet requirements for the hot rolling and cold rolling of various materials. (Unlike other plate roll types where the top roll is fixed, the variable-geometry, three-roll machine has a top roll that moves up and down, a little like a large round punch on a press brake.)
For instance, a combination of hot rolling as well as cold rolling high-strength material could call for rolls to have a specific balance of hardness and toughness. The right combination would allow the machine to roll high-strength material effectively while at the same time handle the transfer of heat from the workpiece during hot rolling.
When the roll operation starts, hot plate rolling looks very much like conventional cold plate rolling. But hot plate rolling does introduce a few unique variables. The most obvious is the operator’s heat-shielded personal protective equipment. Getting close to hot plate requires well-thought-out procedures and continual caution. The heat from a very hot plate can melt nearby objects.
Depending on the job, the hot rolling process also can require additional labor. “When we hot roll, we dedicate three people to the job, considering the additional material handling required,” Frick said.
Hot plate can emerge from the oven with a slight bow in it, “but once you pass it through the roll, the bowing really isn’t an issue,” Musil said.
Once rolling commences, plate rolling basics remain the same, “though you’ll be able to roll it in fewer passes because it’s hot,” Frick said. “And you don’t have to deal with the kind of springback that you’d have if you were rolling cold.”
With fewer rolling passes, the overall rolling cycle can be much faster; plates spend less time on the rolls themselves. In many cases, working quicker is important for safety and operator comfort. Sliding the finished workpiece off the end of the plate roll requires care, and the workpiece may need to sit on the floor for a day to cool.
“You do work a little faster,” Musil said, “so you don’t spend a lot of time next to the hot plate. But again, other than the personal protective equipment, it’s fundamentally the same process as when rolling cold.”

A 6.5-in.-thick plate glows red as it’s being hot rolled. Because of a lengthy backlog at the mill, hot rolling in this case allowed the plate roller to reduce the customer’s required lead time. The project would have been delayed if the customer had waited for heat-treated plate from the mill. Photo courtesy of Uni-Form Components Inc.
Sources emphasize that a shorter rolling cycle time (thanks to fewer rolling passes) alone isn’t a good reason to perform hot plate rolling. It takes time for plates to heat, and it may require extra personnel to monitor the operation. And there’s no getting around the fact that heating changes a plate’s properties.
As Moscrip explained, though heating steel does alter the material ever so slightly, the change usually is so small that the metallurgical properties are still well within the material specification range for the application. All the same, the effect of the heating and cooling cycle involved in hot rolling remains a factor to consider.
Sources agree that if a job can be cold rolled with available plate rolling equipment, it should be. “I’d say that cold rolling is always the preferred method,” Musil said.
It’s one reason behind some of the massive plate rolls now appearing in the heavy plate rolling market. Some plate rollers of the world now are capable of cold- olling 11-in.-thick plate—though thickness capacity depends on the material grade, width of the workpiece (in relation to the width of the plate roll machine, analogous to the bend length on the press brake), radius being formed, and other application variables.
For this reason, many roll shops hesitate when describing their “maximum rolling capacity,” be it rolled cold or hot. Capacity depends on so many factors. The question to ask roll shops isn’t necessarily about maximum thickness or the tightest diameters; it’s instead about showing a job’s requirements and asking, “Can you roll this?”
After asking this question, you occasionally may find that hot plate rolling is the only viable option. The trick is considering the options available, then moving forward on the most cost-effective path.
The Halvorsen Co., 800-423-7080, www.halvorsenusa.com
Paramount Roll & Forming Inc., 888-400-3883, www.paramount-roll.com
Uni-Form Components Co., 800-231-3272, www.uniformcomponents.com



The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...





