















The economics of small-parts bending
How a fabricator can form small parts more accurately and productively
Small parts on a press brake encompass myriad products of varying accuracies and lot sizes. In one operation, a seated operator may be focused on making quick and simple bends on hundreds of small stacked blanks on his left and tossing them into a box on his right. Accuracy specs could be tight or loose, but the quantity is large and the focus is getting the job done as quickly as possible.
In another operation, an operator may be bending a number of small but very critical parts, like aerospace brackets that have no gauge surfaces parallel to the bend line. Often the only way to gauge these parts is to use the laser-cut skeleton as a mirror image clamped to the press brake gauging fingers. Not exactly futuristic, but it’s effective. Here, speed is a bit less important than careful handling and extreme accuracy.
The range of small parts that go on a press brake is broad, to say the least. So the challenge for the fabricator is to discern the best machine possible to accurately, affordably, and safely handle an operation’s particular parts. Today’s press brakes basically fall into one of three categories: conventional hydraulic, electric, and hybrid. Prices and capabilities vary, but within this article, we’ll attempt to point out each machine style’s general features with respect to productivity, accuracy, and safety.
About Productivity
How many parts can you make per hour? A brake spends about 90 percent of the day not moving at all while the operator is maneuvering the workpiece in between steps, setting the part down, and reaching for the next part. But technicians usually can manipulate small parts quickly and easily, so handling time is not necessarily the key concern. Instead, the focus is on the speed of the machine during the fast-approach and bending phases.
Conventional hydraulic machines—hydraulic valve-controlled machines with hydraulic pistons—generally are the slowest of the three choices because they have hydraulic valves that must open and close to control flow to the ram pistons. When you step on the pedal, there is a slight delay as the prefill valve to the cylinder opens, thereby allowing the ram to drop. Accelerating to the maximum speed adds a fraction of a second. A large valve opening will move the ram quickly, but it also requires that the slowdown distance and time be increased to avoid a hydraulic hammer (thud) at the speed-change point. Bottom line: Valves add time. With a 2-in. open height between tools (typically desired with small parts), you may achieve about 11 strokes per minute (SPM).
In contrast, AC motor drives on electric machines react quicker than valves and gravity (see Figures 1 and 2). They actually power the ram down faster than the freefall. Speed-change-point transitions as well as bottom-dead-center (BDC) ram direction reversal occur more quickly. Cycle speeds improve up to 25 SPM at the same 2-in. open-height benchmark. An electric machine with a maximum speed of 100 mm/sec. may cycle twice as many times in a minute than a 200-mm/sec. hydraulic machine.
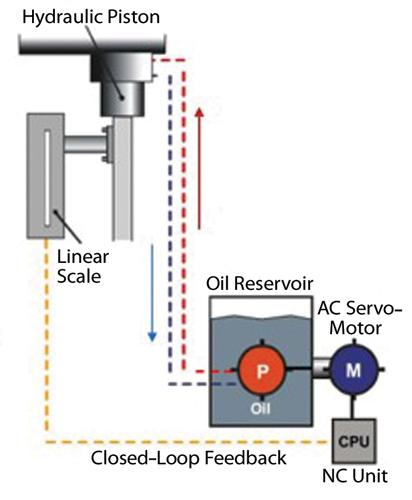
Hybrid press brakes combine the conventional and electric models in that they have a hydraulic piston, but are driven by an AC servo pump motor (see Figure 3). The fine metering of oil to the piston—with an inline piston pump, for example—is stable, accurate, and controllable. The oil reservoirs are much smaller in a hybrid than a conventional brake, because the pump needs only enough volume to fill the piston cavity. Conventional tanks are larger because their gear pumps, which operate continuously, heat the oil about 50 degrees within a couple hours after start-up. The large tank volume dissipates the heat evenly and eliminates any need for a cooler. But hybrids just don’t heat up, and the stable temperature of both the oil and frame help keep bend angles consistent.
Speedwise, hybrids can be as quick as the electric machines, because like the 100 percent electric models, the AC servomotors are quicker than valves. The 2-in. open-height test produces about 25 ram cycles per minute.
About Accuracy
Generally, conventional hydraulic brakes repeat the ram position to ±0.0004 in., the hybrid ±0.00012 in., and the electric ±0.00001 in. (1 micron). Most modern hydraulic press brakes are quite good for general job shop work, but when really tight accuracy is a requirement, especially when the metal tends to be thinner, a better repeat accuracy means better angles.
For instance, one company acid-etched miniature electrical contacts the size of a quarter from 0.008-in.-thick beryllium copper, and then placed a half-dozen bends on each part. This application required extreme accuracy. The V-die was so narrow that 0.0003 in. of ram movement created 1 degree of bend. Because the contacts had multiple angles, air bending was needed to finish the part in one handling. For this application, the electric press brake was the only choice. Being they were using a very small brake, the operators could sit in a chair in front of the machine, close enough to see each tiny bend clearly.
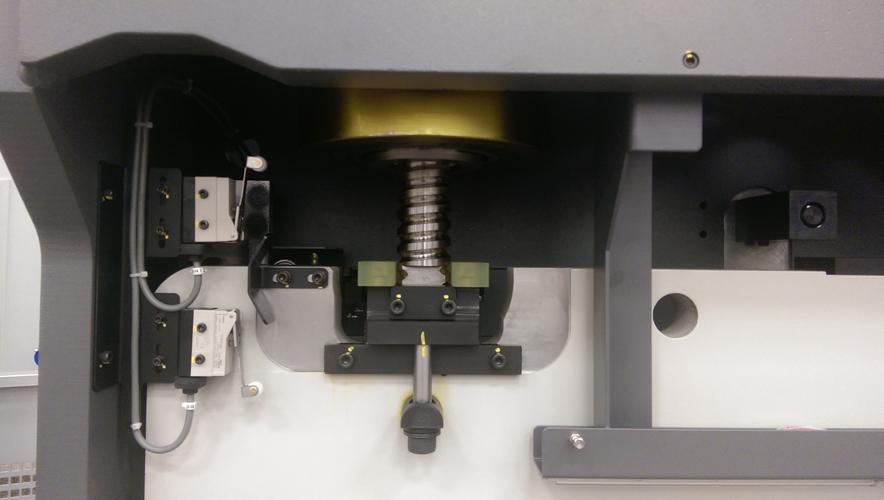
Figure 1
This electric press brake is powered directly by an AC servomotor-driven ball screw. Photo courtesy of MC Machinery Systems Inc.
A number of machines also incorporate automatic thickness measuring on-the-fly. This is accomplished by basically using the ram as a large micrometer. The ram descends, pinches the material (a position detected by the CNC unit using feedback pressure), and within a second the bend continues with a reprogrammed BDC. This thickness measurement can be accurate to a micron.
About Safety
As with any press brake operation, though it’s especially critical in small-parts bending, the operator must be completely safe while his hands are close to the pinch point. The list of safety devices boils down to three categories: physical restraints, infrared light curtains, and laser light curtains.
Restraints are effective but require fine adjustment to suit the job, especially for very small parts that require an operator’s fingers to be within millimeters of the pinch zone. Basically, these restraints strap over the hands to physically stop the operator from reaching into danger.
Light curtains constitute a vertical array of parallel light beams, usually an inch apart, which form a wall between the press and the operator. Based on ANSI standards, established charts dictate the open height of the hazard zone versus the distance of the light array from the hazard zone. Typical light arrays are offset about 8 in. from the tool centerline.
However, if the part is less than 8 in. square, how does an operator hold the part? In the U.S., it is legal to install a “floating blank,” which means light beams can be muted, or ignored, should an obstruction of a specified size block their path. This is useful for box side flanges, but only to a certain point. The maximum height of the floating blank is 3.12 in., or roughly the thickness of a forearm.
When the light guard is set to ignore 3.12 in. of obstruction, the light array technically needs to be half an arm away. Depending on the floating-blank size setting, the light guard may need to be moved. Since that is not so easy to do, the guards should be permanently secured at the maximum distance away from the hazard zone. This, of course, does not always lend itself to handling small parts.
The most popular safety systems are laser guards that emit one or more discrete laser beams under the punch tip (see Figure 4). These lasers travel up and down with the ram. If anything breaks the beams, the ram stops. The downside is that the ram must go into the slow bending speed when it is at least 0.375 in. above the workpiece, depending on the ram’s stopping distance when an emergency stop, or light blockage, is triggered. The distance above the pinch point that the laser needs to be in slow speed equals the brake’s stopping distance plus the average finger thickness. Usually this is no less than 0.5 in. This slowdown zone does prolong the overall cycle time, but it comes with a big benefit: The operator can safely have his fingers within 1.5 in. of the pinch point.
There are also other optical systems on the market that “see” the entire hazard on every bend. When an object that should not be there enters the zone, the system stops the ram just like infrared light curtains and laser systems do. If no unwanted object enters the field of view being monitored, the ram can descend fast without the 0.5-in. slowdown zone every stroke. These systems use either infrared- or laser light-illuminated fields.
No Silver Bullet
Bending strategies for small parts include factors like tolerance, speed of forming, investment cost, and safety. Fabricators rarely find a one-size-fits-all silver bullet. But if a shop’s product mix includes many small components, using a small electric press brake for small parts can work well. This principle tends to remain true whether the application involves high volume, high precision, or anything on the spectrum in between.
From the 3-D Model to the Machine
You have a new electric press brake that speeds through small parts in no time flat. That’s great, but let’s be honest: Your customer doesn’t care how quickly you can form parts. Your customer wants quality parts delivered at the right time. The overall bending time includes not only the bending process itself, but also the time it takes to get the right information to the machine and transform the information in the 3-D model into a bending program.
Many machines have some capability to handle 3-D models and create programming automatically. If the part drawings originate in a 2-D or 3-D format from a design software, add-ins exist to create near-automatic tool and bend-sequence plans with code available to the press brake. A typical process follows:
- The solid 3-D model is created offline.
- The solid model is brought into 3-D bend simulation software.
- 3-D bend simulation software unfolds the 3-D model to a 2-D flat. The flat incorporates correct bend allowances from the tool database of the available upper and lower press brake tools.
- The flat code is nested and sent to the laser or punch press.
- The parts arrive at the press brake.
- The operator downloads the bending program from a USB or through a network connection. The tool plan, formed part imagery, and 3-D bend sequencing all download together to provide the operator with essential data to pick and place his tools and begin forming parts.

About the Author
About the Publication
subscribe now

The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription- Stay connected from anywhere

Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
- Podcasting

In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...





{kind=link}
{kind=link}