















Service Manager

Figure 1: Punches and dies should be free of dents. Tooling that shows signs of such wear should be returned to the tooling manufacturer for evaluation, reconditioning, or replacement.
Today's hydraulic press brakes are offered in a broad range of capacities, from portable 50-ton models to custom machines 3,000 tons or larger, and with advanced options, such as CNC sheet supports, programmable tooling, adaptive bending, and user interface technologies. While more capable than ever, the modern press brake requires fundamentally the same level of maintenance as older designs.
The four key areas of press brake maintenance are the hydraulic circuit, the mechanical system, the electrical system, and tooling. Daily procedures to check and maintain these areas are often quick and simple. Following these six steps can make a significant difference in bending performance, wear and tear of system components, and the lifespan of the press brake.
At the beginning of the work shift, inspect the machine as an airline captain inspects the aircraft. A visual inspection of all areas will allow you to notice and address small issues before they become significant problems.
Verify that the press brake is in clean condition. The table and die area should be free of mill scale.
If the machine is tooled up already from the previous shift or if a different toolset needs to be set up, verify the punch and die alignment and inspect the tooling's condition. To achieve accurate forms, the punches and dies should be free of dents (see Figure 1). Any tooling that shows signs of cracking should not be used under any condition. Indentations and cracks in tooling signal that the tool has been overstressed and needs to be reconditioned or replaced.
The actual position of the backgauge fingers should be checked and should match the readout value for the corresponding axes.
Also verify the proper operation of all devices, including palm buttons, up button, e-stops, foot pedal control, and indication lights. Verifying that these devices are working properly takes only moments and is time well spent to ensure that the machine is safe to operate.
If additional guarding is present, make sure it is set up and functional according to specifications. Any irregularity should be reported immediately to the area supervisor and corrected before operating the equipment.
Once the daily overview procedures are done, it's time to tackle specific maintenance tasks.
The press brake ram always should be supported before performing any maintenance work on machine hydraulics or the mechanical system. To do so, place the ram on two equal size wooden blocks or lower the ram, supported by the tooling.

Figure 3: Keeping moving components such as the backgauge clean and greased is critical to the function and life of the press brake.
The electrical system should be locked out to ensure it cannot be engaged.
Hydraulic oil is the bending system's lifeblood. Keeping the oil clean and filling the reservoir to capacity are critical.
Check the oil level in the tank periodically as you would check the oil level in your automobile. This is a simple visual check that can easily be performed daily. An insufficient oil level will cause erratic operation of the ram and damage the hydraulic pump or, at the very least, shorten pump life.
If the press brake is equipped with a hydraulic tool clamping system for punch and die clamping, also check this oil level periodically. This system is usually a separate hydraulic group with its own oil level indicator. Again, this is a simple visual check.
To more readily verify and adjust the oil level and to prevent the hydraulic tank from overflowing, make sure that the press brake pistons are in the upper position.
Dirt particles may enter the hydraulic circuit because of insufficient sealing. Make sure the tank cover seals and air breathers are in good condition. Air breathers are mounted on the tank cover and allow airflow in the tank when pumping oil to the cylinders, preventing the creation of a vacuum in the tank.
Problems and irregularities in the operation of the pump and valves may occur if dirt is present in the oil. In fact, most of the problems with the hydraulic circuit are related to contaminated oil. Contamination in the system can cause valves to become jammed in the on or off position and will damage the pump system by creating a gradual loss of pressure.
Every 2,000 hours of operation, check the quality and viscosity of the oil. To do so, obtain an oil sample and have your oil supplier analyze it. The supplier will be able to provide a complete profile detailing the oil's condition and, as a result, will recommend replacing or filtering the oil.
The following should be performed during the 2,000-hour maintenance check:
Most modern press brakes have a built-in, on-screen warning device that indicates when maintenance is required (see Figure 2). This built-in device activates when the oil temperature is too high or too low or when the oil filters need replacement.
Other items to consider when maintaining the hydraulic circuit are the hydraulic pump and connection components.
The condition of hydraulic connections, including lines and hoses, should be checked once a year, as these items may be damaged because of friction or age. It is most important to prime the air out of the hydraulic system after each maintenance intervention to avoid damage to pumps and other components.
A press brake's mechanical components—piston bolts, chain sprockets, and guides—must be checked a minimum of twice a year.
Regularly check the connection between the pistons and ram. Check all bolts and screws for tightness. If the bolts are loose, check their condition by unscrewing them. Replace bolts if they are stretched.
Calibrate or realign the backgauge and stops.
Modern press brakes require lubrication at a minimum number of points, all easily accessible. Keeping moving components such as the backgauge (see Figure 3), guiding systems, and ball screws clean and greased is critical to the press brake's function and life.
Components requiring weekly lubrication are:
It is important that the type of lubrication used is in accordance with the equipment manufacturer's specifications. Do not overgrease, which will only cause unwanted buildup and contaminate the components.
Also part of the mechanical system maintenance is adjustment of the ram guides.
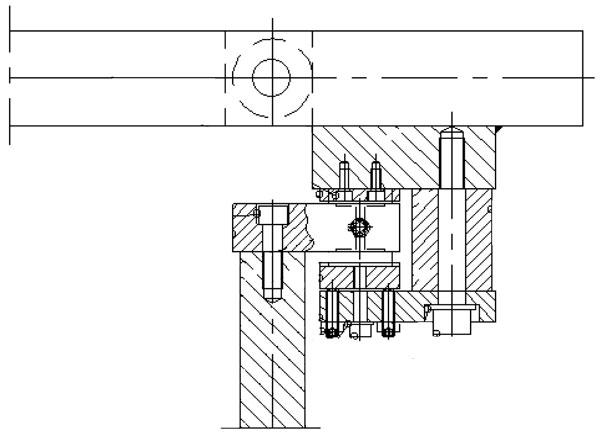
Maintain the proper clearance between the ram gibs. Too much clearance will create inaccuracy in the ram cycle; not enough clearance will create excessive heat on components. The clearance should be adjusted according to the manufacturer's specifications, which vary depending on the press brake model. This adjustment must be performed by a qualified technician.
The clearance diagram shown in Figure 4 is typical for machines with nylon gib material. Older brakes use bronze gib material.
All electrical connections on the press brake's main panel as well as all electrical switches need to be checked annually.
When performing such maintenance to the electrical system, turn off the main power switch and lock out the system when possible. Certain checks must be performed with the system under power. In these cases, make sure to take all safety precautions. Take care when disassembling or reassembling parts of the press. Disassembling work should always be done in a clean environment.
To maintain the machine's electrical components:
It is critically important to keep the internal panel temperatures within the range specified by the manufacturer. Keep the internal and cooling fans functioning and the filters for the air-conditioning system or heat exchanger clean. Keep the electrical panel doors closed. This is a simple action that is invaluable in ensuring electrical components are free of contaminants.
Not all tooling can be maintained the same way. For example, fabricators routinely sharpen and grind punching tooling. Press brake tooling, however, should be sharpened or reconditioned only by the tooling manufacturer.
To maximize the press brake tooling's life, select the right tooling for the application. Tooling life depends on the nature of the material being formed. Checkered plate and materials with a lot of mill scale can shorten tooling life considerably as these materials do not flow easily during forming and create a drag on the tooling—wearing it down as a result.
Keep tooling clean and free from mill scale, and perform a visual inspection of tooling every time before use. Tooling that is cracked or damaged in any way must be returned to the tooling manufacturer for evaluation, reconditioning, or replacement. Using tooling that is dented or cracked can put both the machine and operator at risk for serious damage.

The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...






{kind=link}
{kind=link}