















Contributing Writer
Radius bending on press brakes is one of the most complicated, mind-boggling, and often frustrating categories of all press brake forming applications. The springback of the sheet metal may not be consistent from sheet to sheet in the same lot or even from one end to the other on the same sheet for long bends. Springback can be greater on high-tensile-strength metals. This can be further complicated if the temper or the thickness varies on long, commercial-grade sheets. Nonuniform springback of the sheet metal can be minimized by applying high pressures along the bend line, similar to tangent bending.
Conventional tooling for radius bending is a steel radius punch (R = inside radius of part - springback) and a matching die (R = punch radius + material thickness). The cost of such tooling can be expensive, because a convex radius must be machined on the punch and a matching concave radius machined in the bottom die.
If the quantity of production cannot justify a machined set, a viable choice is to weld a tang to heavy-walled pipe to make a fairly inexpensive punch. However, making a concave-shaped bottom die can be challenging.
A good option for radius bending on press brakes is urethane tooling.
Urethanes are a family of elastomers that are resilient and wear-resistant. For metal bending applications, four grades of urethane are available:
Functionally, urethanes often are called "solid hydraulics." When pressure is applied to a block of urethane, this pressure is dissipated uniformly in all directions, without any change in the volume. By proper design, this block is contained such that the forces are redirected to do the forming operation with minimal strain on the urethane and requiring the least amount of tonnage to bend the sheet metal.
A square or rectangular pad of urethane is contained in a retainer, with a relief area provided underneath the pad. This type of tooling works well for small-radius 90-degree bends. The main disadvantage is that this method needs about three times more tonnage to make a bend than does air bending.
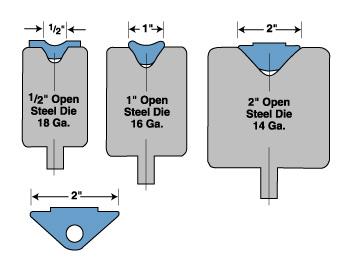 |
| Figure 1: This design of a 2-inch pad with a molded hole reduces tonnage. It is suitable for radius bends of up to ¼ in. |
V pads are triangular inserts that are molded to fit in standard steel V dies (see Figure 1). This is the least expensive system for radius bends.
These pads are available for ½- to 2-in. steel dies and can be used to bend up to 16-gauge stainless steel, 14-gauge mild steel, or aluminum to 90-degree bends. To bend small radii of up to ¼ in., the 2-in. V pad with a molded ½-in.-diameter hole is used.
V pads allow economical, mar-free forming of 90-degree bends, especially when the bend leg is short (two to three times the metal thickness), as well as small-radius bending.
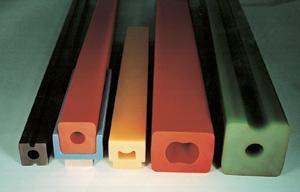 |
| Figure 2: Concentrically molded holes allow the pads to deflect when they are displaced by the radius punch. |
To combat the problem of higher tonnage requirements in solid pads of urethane, holes are molded concentrically inside the pads to provide relief for the pads to deflect when the radius punches displace them (see Figure 2).
These pads must be placed in steel retainers with tangs for positioning on press brakes. Many of these pads are designed in square or rectangular shapes and fit in steel channels. With two or four working surfaces, this design is economical and offers light weight and safety. Some pad designs have molded tangs that can be mounted directly on press brakes without using a steel retainer. For U.S.-type press brakes, the pads have a tang size of ½ in. wide by ⅝ in. high. For European-style press brakes, the pads have a tang size of 60 millimeters wide by 18 millimeters high.
A square or rectangular pad of urethane is contained in a retainer, with a relief area provided underneath the pad. This type of tooling works well for small-radius 90-degree bends. The main disadvantage is that this method needs about three times more tonnage to make a bend than does air bending.
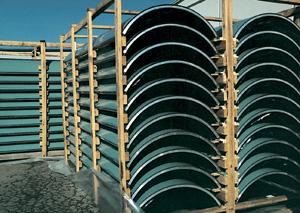 |
| Figure 3 These ¼-in.-thick, 14-foot-long, 24-in.-radius prepainted aluminum panels were bump formed using a 12-in.-wide compound relief tooling system and a machined radius punch. |
V pads are triangular inserts that are molded to fit in standard steel V dies (see Figure 3). This is the least expensive system for radius bends.
These pads are available for ½- to 2-in. steel dies and can be used to bend up to 16-gauge stainless steel, 14-gauge mild steel, or aluminum to 90-degree bends. To bend small radii of up to ¼ in., the 2-in. V pad with a molded ½-in.-diameter hole is used.
V pads allow economical, mar-free forming of 90-degree bends, especially when the bend leg is short (two to three times the metal thickness), as well as small-radius bending.
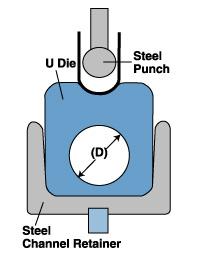 |
| Figure 4 These square pads are designed to fit in standard steel C channels. |
To combat the problem of higher tonnage requirements in solid pads of urethane, holes are molded concentrically inside the pads to provide relief for the pads to deflect when the radius punches displace them (see Figure 4).
These pads must be placed in steel retainers with tangs for positioning on press brakes. Many of these pads are designed in square or rectangular shapes and fit in steel channels. With two or four working surfaces, this design is economical and offers light weight and safety.
Some pad designs have molded tangs that can be mounted directly on press brakes without using a steel retainer. For U.S.-type press brakes, the pads have a tang size of ½ in. wide by ⅝ in. high. For European-style press brakes, the pads have a tang size of 60 millimeters wide by 18 millimeters high.
This tooling system is molded with a plurality of holes that are positioned to deflect when a radius punch deflects the pad. This design takes about one-half the load required to deflect a solid pad. By placing a pair of deflector pads underneath the pad, this whole assembly is positioned inside a commercially available C channel.
Machining a slot in the bottom surface and bolting a tang on the bottom face result in a universal tooling system that can be used for a variety of radii. The limiting factors are the overall width of the punch and the depth of the punch pushing the sheet metal into the pad. Two sizes of these pads are available: 12 in. wide by 4 in. high and 6 in. wide by 2 in. high, rated for maximum punch widths of 8 and 4 in., respectively. The 12-in.-wide pad has been used to bend up to ¼-in.-thick stainless steel to a 4-in. radius by 90 degrees in one hit (see Figure 3). This pad can be used to bump form almost any radius by changing the punch.
In the process of bending 180-degree-radius U-bends, the springback is so great that the only type of steel tooling that works is a cam action die, or a rocker die. Unless the production volume is big, however, this type of tooling can become expensive. An alternative for lower production volumes is the urethane U pad. These pads are designed to overbend up to 20 degrees past the 180-degree arc length of the finished parts.
Radius U-bending square pads are available in sizes designed to fit in standard steel C channels, with a relief hole molded through the pad (see Figure 4). The molded U-shaped grooves of various sizes are designed so that at the bottom of the stroke, the sides of the U-groove overbend the sheet metal by up to 10 degrees on each side:
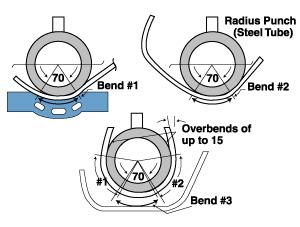 |
| Figure 5 A typical three-hit, 180-degree bump forming operation is shown here. |
Springback in a larger-radius bend can be more severe than in a small-radius bend. The radius on the punch may have to be considerably smaller than the radius on the part. If the arc length of the formed part is small enough to be formed in one wrap on the arc length of the punch, the part can be formed in one hit.
If the arc length on the punch is not large enough because of size or tonnage constraints, the part may have to be formed by bump forming in several hits. The arc length of the part to be formed divided by the arc length of the punch determines the minimum number of hits required. For radii larger than 3 in. and for high-tensile metals with high springback rates, three or more hits usually are needed to make a U-shaped bend (see Figure 5).
An odd number of hits works well. As an example, if five hits were required, two would be made in the back of the formed area, two would be made from the front of the arc length, and the final hit would be made in the centerline of the arc.
Urethanes can be used not only for press brake radius bending but also for such applications as bulging and pressure pad forming used to make metal ceiling panels. Selecting the proper pad type for the amount of deflection required to do the forming is important. In forming prepolished, prepainted, or precoated sheet stock, urethanes work as well as any tooling system available.


The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...





