















Contributing Writer

Contact tip recess isn't usually the first thing welders think about when they contemplate getting the best performance from their gas metal arc welding (GMAW) equipment. Using the wrong contact tip recess, however, can make a quality weld difficult to produce with even the best equipment and technique.
Incorrect contact tip recess can lead to a variety of problems, including excessive spatter, burn-through and warping, insufficient penetration, and porosity. Welders unfamiliar with the impact of contact tip recess might assume that encountering these problems and maintaining an extensive postweld operation to remedy them are just inevitable parts of the welding process. Or, in extreme cases, they might even focus their troubleshooting efforts on expensive equipment upgrades. In many situations, however, there is a less expensive solution.
GMAW consumables cost the same regardless of their recess, so purchasing the correct contact tip doesn't add any cost at all to the overall operation, and it can greatly reduce the amount of time spent performing non-value-added activities that don't increase profitability or throughput.
With roughly 85 percent of a welding operation's costs attributable to labor, any time a welder spends grinding, blasting, or otherwise reworking a part translates into money that could be more wisely spent welding.
GMAW gun consumables generally comprise three primary parts: the diffuser, the tip, and the nozzle. The diffuser attaches directly to the GMAW gun neck and carries current through to the contact tip and directs the gas into the nozzle. The tip connects with the diffuser and transfers the current to the wire as it guides it through the nozzle and to the weld puddle. The nozzle attaches to the diffuser and serves to keep the shielding gas focused on the welding arc and puddle. Each component plays a vital role in overall weld quality.
GMAW consumables are available with either fixed or adjustable contact tip recess. Adjustable contact tip recess can be adjusted infinitely through the range of depths and extensions, usually by adjusting the position of the nozzle as needed or through a locking mechanism that secures the tip at a given recess. These consumables have the advantage of being able to meet the recess demands of a variety of applications and processes, but they also increase the potential for human error.
Since the key to achieving consistent results from one operator to the next lies with standardized weld parameters, some weld engineers prefer fixed-recess tips as a way to ensure weld uniformity. Different manufacturers make consumables to accommodate a variety of contact tip recess depths, which typically range from a 1⁄4-in. recess to a 1⁄8-in. extension.
Tip recess affects a number of factors that in turn affect weld quality. The major factor that varies based on contact tip recess is wire stick-out—the length of the wire between the end of the contact tip and the work surface. The greater the recess, the longer the wire stick-out.
Electrically speaking, as the wire stick-out increases, the voltage increases and amperage decreases. Increased voltage and decreased current tend to destabilize the arc, causing excessive spatter, arc wander, poor heat control on thin metals, and slower travel speeds.
Another variable contact tip recess affects is radiant heat from the welding arc. Heat increases electrical resistance, which reduces the contact tip's ability to pass current along to the wire. Poor conductivity can cause insufficient penetration, spatter, and other problems that could result in an unacceptable weld.
Excessive heat also reduces the working life of the contact tip, which can increase a company's overall consumables costs and the time operators spend changing tips. Because labor is almost always the highest cost in a manufacturing operation, any time an employee spends doing something other than his core duties—such as changing tips, grinding, applying spatter guard—adds up to unnecessary increases in production costs.
Contact tip recess also can affect shielding gas coverage. Because flush and extended tips position the nozzle farther away from the arc and weld puddle (given the same wire stick-out), they are more susceptible to breezes that can blow away the shielding gas. Poor shielding gas can lead to porosity, spatter, and insufficient penetration.
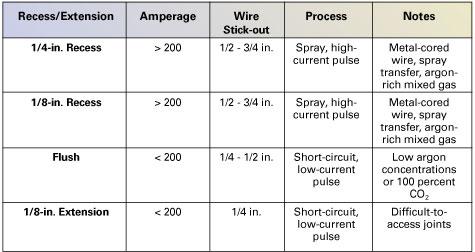
Welders always should be sure to check the manufacturer's recommendations when determining which contact tip recess is right for an application. Under most conditions, the general rule is that as current increases, so should recess. For spray transfer, pulse welding, and other applications over 200 amps, 1⁄8-in. or 1⁄4-in. contact tip recess is recommended. Short-circuit transfer and low-current pulse welding should be used with a flush contact tip. Extended tips usually are reserved for a very limited number of short-circuit applications with difficult-to-access joint configurations, such as deep and narrow V-groove joints in pipe welding.
The less the wire sticks out, the more stable the arc and the better the low-voltage penetration, which means the best wire stick-out length is typically the shortest one recommended for the application. For short-circuit and other relatively low-current applications, a flush contact tip with a wire stick-out of roughly 1⁄4 in. is generally recommended. The relatively short stick-out length allows short-circuit transfer to weld thin materials without risking burn-through or warping and with low spatter. (Note: Welders should check the wire manufacturer's recommendations.)
For higher-current applications, however, such as joining thick metals with large-diameter wire or metal-cored wire with a spray transfer process, a recessed contact tip is recommended to keep the contact tip away from the high heat of the arc. A longer wire stick-out for these processes also reduces the occurrence of burnback and spatter, thereby extending contact tip life (see Figure 1).
Often overlooked as an insignificant variable in GMAW, contact tip recess should be one of the first places a welder looks when troubleshooting excessive spatter, burn-through, warping, or insufficient penetration. If contact tip recess is the source of those problems, buying the right tips won't cost any more than buying the wrong tips and will actually save money over the life of the consumables. Moreover, getting the right contact tip recess for the application can help provide higher-quality welds and minimize rework. Using the right contact tip recess for the application also can result in significant savings in labor costs through less time spent changing contact tips, grinding spatter, applying spatter guard, and other unessential functions.

Figure 1Fixed recess tips are available in a variety of recess options. Shown here are the positions of a 1/4-in. and a 1/8-in. recess, a flush tip, and an extended tip in relation to the nozzle.

The Welder, formerly known as Practical Welding Today, is a showcase of the real people who make the products we use and work with every day. This magazine has served the welding community in North America well for more than 20 years.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...





