















Vice President, Sales & Marketing

Figure 1: A servo-driven press can be helpful in resolving some of the challenges of forming high-strength steel.
Over the last several years a trend in automotive design has been more use of high-strength, low-alloy (HSLA) steel in key structural components of the chassis, internal doors, and seating. The goal has been simply to reduce the components’ weight by reducing material thickness without affecting the structural strength of the part.
This trend is expected to increase with the introduction of new fuel efficiency standards in the U.S.
Tier 1 and Tier 2 contract stampers face challenges in forming these HSLA parts. These include the material’s effects on die design, required tonnage and energy, and press design.
Even though HSLA material is thinner than the steel it is replacing, stampers are experiencing higher snap-through loads, which cause short-term and long-term press maintenance problems. The increased vibration caused by the high snap-through elevates die wear, including punch and die chipping. This occurs because the reverse load is affected not only by the slide velocity and overall clearances and deflections of the press, but also by the material properties. The harder the material, the less actual shearing of it occurs and the more the material “breaks.” This increases the percentage of reverse shock loading through the die and press.
Several methodologies may be used to help minimize this higher reverse load. First, of course, would be to add shear or stepped punches to the die design to reduce the load. Often, though, this is not possible because of the part design.
The stamper then could address the other factors that affect the reverse loading, press deflection, and clearances, as well as slide velocity at the point of snap-through. The reverse load is in direct proportion to the slide velocity; therefore, by reducing the velocity, the stamper can reduce the snap-through. The key is to accomplish this without cutting production speed.
This can be done in several ways. The operator can run the die on a press with a shorter stroke length; use certain link-motion designs without additional bearing clearances; and use a servo-driven press so as to program a reduction in velocity just before the snap-through point in the stroke (see Figure 1).
As for press deflection and clearances, it is important for the operator to know the deflection and overall clearance specifications of the press. Like velocity, a direct relationship exists between press deflection and bearing clearances and snap-through loads.
When an operator is blanking, it is recommended to have a press with bed and slide deflection of 0.001 inch per foot or better. Also, the overall stackup clearances of the press should be measured. This can be done by maximizing the counterbalance pressure, dropping it to zero, and then measuring the change in die height.
Springback is a major concern for stampers forming HSLA materials. If the operator uses the same die proc-ess for HSLA steel as he or she used for conventional-strength steel, the press’s die height must be brought down to further crush-form, or coin, the part in an effort to eliminate the additional springback of the harder material (see Figure 2).
Figure 2: Springback often is the bane of stampers forming HSLA.
Obviously, this will result in a dramatic increase in required tonnage for the die forming station, which is very undesirable. This prompts the need to examine different solutions to overcome the springback problem. One possible solution would be to add more die stations to restrike the part to reverse the springback. However, if it is important to use the same die setup, the stamper might consider using a hydraulic or servo-driven press to perform dwell under load. Unfortunately, this results in lower productivity. Another approach is to use a rapid-restrike program on a servo press.
Obviously, higher forming force is required to form a HSLA part with the same dimensions as a mild steel part. This requires larger-tonnage presses. Another factor increasing tonnage loads is the requirement for higher draw pad pressure.
These increased tonnages in the forming and blanking stations make it very important to examine closely the off-center loading of the entire die. While the overall die tonnage may be within the press’s overall tonnage capacity, it may exceed the press’s off-center loading capacity. This will halt the press if it is equipped with a hydraulic overload protection system, common in newer press designs. This system limits the press force to 55 percent under the left- and right-hand connection points.
Another important factor to take into consideration is that HSLA material requires more energy. Typically, stampers remember to account for the increase in required tonnage force, but forget about the increased flywheel energy requirement. This leads to problems with press slowdown and stalling.
There are two major factors to consider.
First, increased forming tonnage in combination with increased draw pad pressure requires higher energy. This energy requirement is calculated by multiplying the required forming force by the forming distance.
Second, the higher-strength steel does not have the same draw qualities as the previously used lower-grade steels. This could lead to cracking at the forming radii and unacceptable thinning of the material as it is drawn. This requires the operator to decrease the draw speed by slowing the press.
This slower speed not only affects the output in parts per minute, which in turn affects the calculated part price, it also reduces the available energy capacity of the press by slowing down the flywheel. The flywheel energy is related to the square of the flywheel velocity (see Figure 3).
In typical mechanical press designs, only 10 to 15 percent of the total flywheel energy can be used in a single press stroke because of the motor capacity limitations. Therefore, it is imperative to examine the energy curve of the selected press.
Besides increasing tonnage, the stamper also may have to consider changing to a press with a lower speed range, which will also reduce the available energy; installing an oversized flywheel and motor combination; or switching to a servo press. The advantage of a servo drive, depending on its energy storage device, is that the energy is not related to the press speed because the energy storage is electrical, rather than mechanical. This means that the stamper has full energy available to use, even at a very low speed.
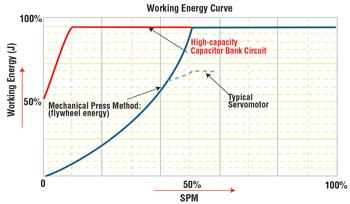
Figure 3: Forming HSLA steel requires more energy. The flywheel energy of a mechanical press is related to the square of the flywheel velocity. On a servo press, full energy is available, even at a very low speed.
As mentioned previously, there are some challenges related to switching to HSLA material that can be overcome in the press design. Often a stamper simply will just change the material specification and thickness on the controls without changing the part design. It is very important to consider altering part design as well to prevent material thinning and cracking during drawing and forming.
One of the prevalent areas of concern is on the form radii. If the designer can allow for an increase in the form or draw radius, major improvements in the quality of the form, die design, and press speed could result.
Hand in hand with part design is the design of the tool itself. Like for the part design, the stamper’s initial reaction may be to keep the same design that has been previously successful. Unfortunately, this can result in numerous problems with the part quality and press selection from a tonnage, energy, and off-center loading aspect.
Often the die designer will find it helpful—and maybe even necessary—to add die stations. The designer may also find it helpful to incorporate additional idle stations to balance the press load. This will lengthen the required press bed, but will allow better press performance and higher part production rates.
The main effect of switching to a HSLA material on the coil line is on the straightener/leveler requirements. Eliminating material coil set requires a larger straightener with a larger roll diameter, increasing the number of backups to the straightening rolls, or perhaps switching to a precision leveler. Usually no special changes are required to the feeder unit. Many stampers have looked at adding a secondary holdback arm on the decoiler for safety reasons.
When stampers consider all the consequences of stamping HSLA materials, it is important that they start with the part design itself. This will affect the die design, press, and automation equipment. Next, it is important for the die designer to revisit the die layout regarding formability—not just at maximum production rates, but also the effect of the harder material on press loading and selection.
Finally, from a production standpoint, it is important for stampers to review loading requirements in the die design to determine the press requirements, as well as to review possible integration of press upgrades such as high-energy drives and shock dampers or new press technologies such as servo presses.


The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...





